Абразивный инструмент
К абразивным относятся естественные материалы (корунд, наждак, кварц, алмаз) и искусственные (электрокорунд, карбид кремния, карбид бара, эльбор, алмаз синтетический). В технике наибольшее распространение имеют искусственные абразивные материалы.
Электрокорунд нормальный. Выпускается марок Э1, Э2, ЭЗ, Э5 с содержанием Аl2O3 91, 92, 93, 94,5%.
Электрокорунд белый. Выпускается марок ЭБ8, ЭБ9 с содержанием Аl2O3 соответственно 98 и 99%.
Монокорунд. Выпускается марок М7; М8 с содержанием Аl2О3 97 и 98%.
Электрокорунд хромистый. Выпускается марки ЭХ. Содержание Al2O3 свыше 97%. В качестве присадки, содержится окись хрома Сr2O3 - до 1,2%.
Электрокорунд титанистый. Выпускается марки ЭТ. В качестве присадки содержится окись титана.
Карбид кремния. Содержание SiC составляет 97-99%. Выпускается карбид кремния: зеленый - марок К39 и К38 (содержание SiC 99 и 98%); черный - марок К48 и К47 (содержание SiC 98 и 97%).
Карбид бора. Представляет собой соединение В4С (до 94%). Используется для приготовления шлифопорошков и доводочных паст.
Эльбор. По твердости почти не уступает алмазу. Используется эльбор в качестве шлифовальных кругов для обработки быстрорежущих сталей, твердых сплавов.
Твердость абразивных инструментов дана ниже.
Категория твердости Твердость и объем пор, % Мягкий M1/46,5, М2/45,0, М3/43,5 Среднемягкий СМ1/42; СМ2/40,5 Средний С1/39; С2/37,5 Среднетвердый СТ1/36; СТ2/34,5; СТ3/33 Твердый T1/31,5; T2/30 Весьма твердый ВТ1/28,5; ВТ2/27 Чрезвычайно твердый 4Т1/25,5; 4Т2/24
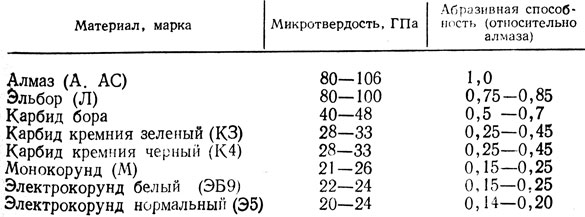
Таблица 95. Микротвердость и относительная абразивная способность материалов
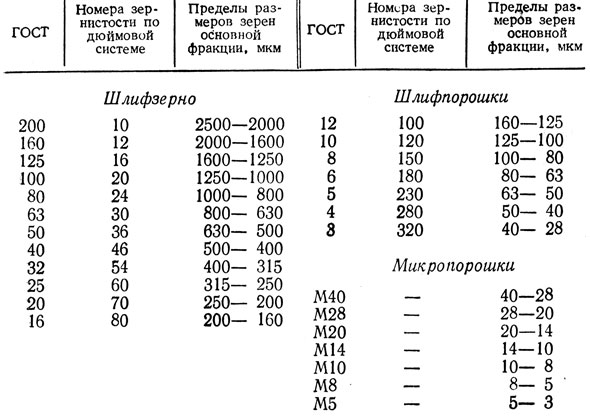
Таблица 96. Размеры зерен основной фракции абразивных материалов
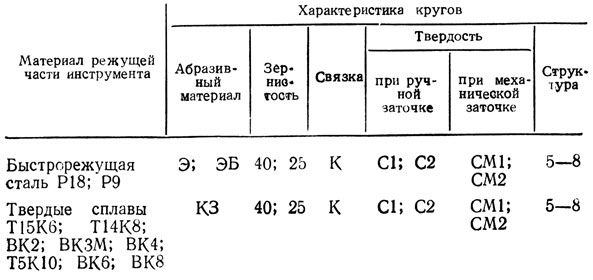
Таблица 97. Рекомендуемые показатели абразивных кругов для обработки режущих инструментов
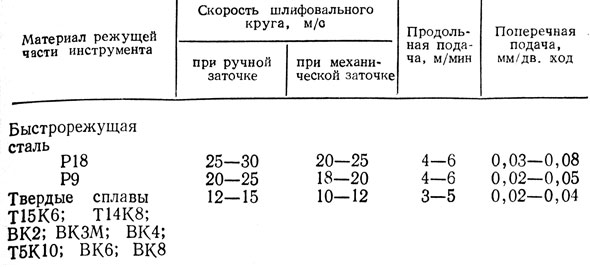
Таблица 98. Рекомендуемые режимы обработки при заточке инструментов
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://wine.historic.ru/ 'Виноделие как искусство'