Глава 13. Розлив и транспортирование обработанных виноматериалов и вин
Бутылки для вина
Для массового розлива тихих вин применяют стандартные унифицированные бутылки из зеленого стекла типа I с плечиками ("Бордосская") и типа II без плечиков ("Рейнская") (рис. 33). Вместимость бутылок 700 см3. Венчик горла К комбинированный под корковую пробку, полиэтиленовую и кронен-пробку.

Рис. 33. Типы бутылок: а - тип I с плечиками ('Бордосская'); б - тип II без плечиков ('Рейнская')
Бутылки различают новые и оборотные (бывшие в употреблении). В результате унификации бутылок в рамках СЭВ в нашей стране появилась возможность использовать импортные оборотные бутылки. Для розлива марочных вин применяют и сувенирные бутылки.
Контролируемые параметры бутылок следующие:
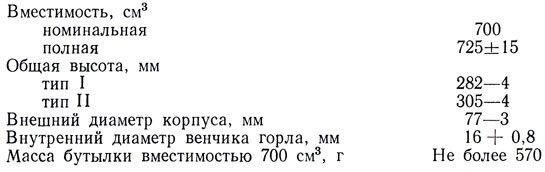
Использование бутылок с отклонениями от стандартных размеров затрудняет работу автоматов, ведет к увеличению боя бутылок и потерям вина. Бутылки должны быть изготовлены из прозрачного стекла без включений и пузырьков, правильной симметричной формы, устойчивы на горизонтальной поверхности.
Стекло должно быть термостойким, химически стойким, прочным. Бутылки для тихих вин должны выдерживать без разрушения в течение 5 с внутреннее давление не менее 0,4 МПа.
Новые бутылки стекольные заводы отгружают в пакетах, обвязанных в два ряда проволокой, в контейнерах, пакетах-поддонах. Применение пакетов-поддонов позволяет механизировать и автоматизировать сборку и разборку пакетов, механизировать погрузочно-разгрузочные операции и сократить бой бутылок в 8 раз по сравнению с транспортированием в пакетах, обвязанных проволокой. Бутылки, бывшие в употреблении, транспортируют в ящиках, контейнерах и пакетах-поддонах.
Учитывают бутылки в штуках по типам и их вместимости, а с механическими повреждениями бракуют. Хранят в штабелях в закрытых складах, под навесами и на огороженных площадках. Подают в цех розлива через счетчик.
Новые и оборотные бутылки поступают на предприятия загрязненными. В новых обнаруживаются частицы стекла, пыль, споры микроорганизмов. Внутри бутылок, бывших в употреблении, содержатся микроорганизмы, пыль, на наружной поверхности - этикетки, клей и пыль.
Для удаления загрязнений с внутренней и внешней поверхностей бутылок их моют. Мойка включает следующие процессы: процесс отмочки (смачивание, набухание, пептизация и эмульгирование веществ на поверхности стекла); химическое воздействие моющих средств на загрязнения на стекле; гидродинамическое воздействие моющих растворов на поверхность стекла.
Для мойки бутылок применяют 1,5-3,5%-ный раствор каустической соды. Каустическая сода поступает на предприятия в виде твердой массы в металлических барабанах или в виде раствора в цистернах. Твердый каустик марки А содержит 95-96% едкого натра, а жидкий марок А, Б, В, Г - 42-43 % едкого натра.
Твердый каустик растворяют в воде в специальных баках с подогревом паром. По мере загрязнения и снижения концентрации раствора щелочи в процессе мойки бутылок до 1 % его регенерируют, т. е. отстаивают, фильтруют через песочные фильтры и доводят концентрацию до принятой. Регенерация отработанных растворов позволяет снизить расход каустической соды на 10-15%. Щелочной раствор омыляет жировые загрязнения, превращая их в растворимые мыла. В раствор щелочи добавляют поверхностно-активные вещества (ПАВ) и фосфаты. ПАВ снижают поверхностное натяжение воды и способствуют лучшему ее проникновению между загрязнениями и поверхностью стекла. Фосфаты умягчают воду, переводя ионы кальция и магния в водорастворимые. Бутылки моют на машине Т1-АМЕ-6.
Режим мойки бутылок следующий: наружный обмыв на столе загрузки водой температурой 25-30 °С в течение 30 с; наружный обмыв бутылок водой (40-45 °С) - 15,5 с; отмачивание загрязнений и отмокание этикеток раствором щелочи (50-60 °С) в первой ванне - 3 мин 12 с; слив раствора из бутылок и смывание этикеток раствором щелочи; отмачивание щелочным раствором (70-80 °С)-3 мин 20 с во второй ванне; слив раствора из бутылок и шприцевание раствором щелочи (75-80 °С) - 11 с; трехкратное шприцевание раствором щелочи (60-65 °С) - 27 с; шприцевание умягченной водой (40-45 °С) - 22 с; 25 °С - 22; 10-15 °С - 11 с для холодного розлива; трехкратное шприцевание водой (40-45 °С) для горячего розлива.
Промытые бутылки контролируют перед световым экраном. Они должны иметь блестящие внутреннюю и наружную поверхности, без капель воды, пятен, матового налета, остатков этикеток, клея, волокон, без трещин, сколов и щербин.
Пробки для укупорки бутылок
Для укупорки бутылок применяют корковые, полиэтиленовые пробки, кронен-пробки, алюминиевые колпачки типа "Алка", металлические навинчивающиеся колпачки (рис. 34).
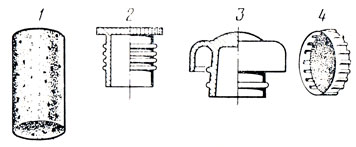
Рис. 34. Типы пробок: 1 - корковая; 2 - полиэтиленовая (ниппельная, тип III); 3 - пробка-колпачок (комбинированная, тип IV-A); 4 - кронен-пробка
Корковые пробки. Наилучшую герметичность укупорки обеспечивают корковые пробки. Изготавливают их из коры пробкового дуба.
Основные компоненты коры: суберин (около 45%), лигнин (около 27%), целлюлоза и полисахариды (около 12%), танины (около 6%). Плотность пробки колеблется от 0,13 до 0,25.
Важное свойство пробки - это ее эластичность во влажном состоянии.
Из пластин коры получают заготовки пробок, которые шлифуют для придания правильной округлой формы. Концы обрезают и шлифуют, приводя их поверхность в плоскость, строго перпендикулярную оси пробки. Затем моют, сушат и сортируют по величине пор на шесть сортов: экстра, или высший, I, II, III, IV, V.
Перед укупоркой пробки обрабатывают: удаляют с поверхности пыль, червоточину, увлажняют холодной водой 5 сут или холодной водой 12 ч и теплой водой (45 °С) 30 мин, стерилизуют 0,5 %-ным раствором диоксида серы.
Корковые пробки дефицитны, ими укупоривают марочные и коллекционные вина.
Полиэтиленовые пробки. Эти пробки применяют с уплотнительными ребрами (ниппельные, тип III) и пробки-колпачки (комбинированные, типа IV-A).
Кронен-пробка. Такая пробка состоит из металлического колпачка и герметизирующей прокладки.
Перед укупоркой полиэтиленовые пробки и кронен-пробки ополаскивают холодной водой и стерилизуют 0,5 %-ным раствором диоксида серы.
Алюминиевые колпачки. Состоят они из колпачка с язычком и герметизирующей прокладки. На донышках и краях колпачков не допускаются разрывы и трещины, между язычком и корпусом колпачка - надрывы. Для бутылок с винтовой резьбой - колпачок глубокий с узким перфорированным кольцом в нижней части.
Этикетки и кольеретки изготавливают из бумаги марок М, А и Б, многокрасочные, офсетным и литографским способами. Этикетки изготавливают прямоугольной формы, стандартного размера с расположением волокон целлюлозы параллельно основанию этикетки.
Размеры этикеток для марочных и ординарных вин (в мм): тип I - 120 X 90, 110 X 90; тип II - 90 X 120, 110 X 140, 120 Х 135, 90 X 110; для ординарных вин: тип I - 100 X 70; тип II - 70 X 100.
На лицевой стороне этикеток указывают наименование и происхождение вина, номер ГОСТа, содержание спирта и сахара, вместимость бутылки и розничную цену. На оборотной стороне в момент наклейки на бутылку наносятся штемпельной краской наименование предприятия, дата розлива и номер бригады.
Размеры кольереток для марочных вин (тип II) 80 X 30 мм.
На кольеретках указывается технологический срок выдержки и название "марочное".
Клей для наклейки этикеток и кольереток должен хорошо приставать к стеклу, быстро высыхать, легко и полностью растворяться в теплой воде.
На винодельческих предприятиях применяют клей декстриновый и метилцеллюлозный. Декстриновый клей готовят горячим способом при температуре 70-80 °С в специальном котле с обогревом и механической мешалкой (на 3 кг декстрина добавляют 0,7 дм3 воды). Метилцеллюлозный клей готовят растворением метилцеллюлозы МЦ-100 или МЦ-35 в воде температурой 50-55 °С в течение 12 ч. Концентрация клея при использовании МЦ-100 6 %, МЦ-35 -7%.
Оберточная бумага применяется марок ОДПЭ-22 и ОДПЭ-25 на парафинированной основе. Для обертки вин в сувенирных бутылках применяют целлофан.
Холодный розлив
Виноматериалы разливают с минимальным доступом кислорода и с этой целью струю виноматериалов направляют на стенки бутылок. Применяют два способа наполнения бутылок вином: по уровню и по объему. При наполнении бутылок по уровню в них остается воздушная камера в меньшем объеме, чем при наполнении по объему, и вино меньше окисляется. Розлив по уровню применяют для марочных вин. Перерасход вина при наполнении бутылок по уровню составляет до 7 см3. Степень наполнения бутылок вином контролируют. При наполнении бутылок расстояние от верхнего края венчика до поверхности вина в бутылках вместимостью 700 см3 должно составлять 40-50 мм.
При розливе по объему допускается отклонение в отдельных бутылках вместимостью 700 см3 ± 5 см3, а в пробе в количестве 25 бутылок вместимостью 700 см3 отклонение не должно превышать ±3,0 см3. Количество вина в бутылках замеряют мерными колбами и цилиндрами при температуре 20 °С.
Аппаратурно-технологическая схема холодного розлива представлена на рис. 35.
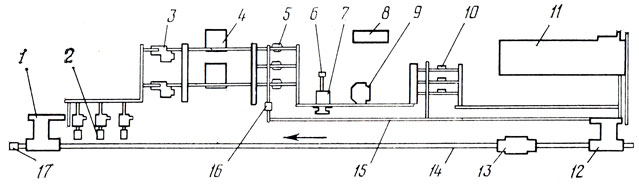
Рис. 35. Компоновка линии Б2-ВСС для розлива тихих вин: 1 - автомат для укладки бутылок в ящики; 2 - автомат для обертки бутылок в бумагу; 3 - этикетировочный автомат; 4 - автомат для изготовления алюминиевых гофрированных колпачков и отделки ими горлышек бутылок; 5 - машина для инспекции пищевых жидкостей; 6 - элеватор для пробок; 7 - укупорочный автомат; 8 - пульт управления; 9 - разливочный автомат; 10 - световой экран; 11 - бутылко-моечная машина; 12 - автомат для выемки бутылок из ящиков; 13 - машина для мойки и сушки ящиков; 14 - транспортер ящиков; 15 - транспортер бутылок; 16 - автомат для разукупоривания отбракованных бутылок и слива из них вина; 17 - счетчик ящиков
Холодный стерильный розлив
Для холодного стерильного розлива обработанные прозрачные виноматериалы подвергают обеспложивающему фильтрованию на фильтрах-прессах, изготовленных из нержавеющей стали, с применением фильтра-картона КФО-2 или на мембранных фильтрах.
Перед фильтрованием заряженный фильтр, разливную машину, арматуру и коммуникации для вина стерилизуют паром низкого давления в течение 25-30 мин. Для розлива используют новые бутылки, которые моют и стерилизуют непосредственно перед розливом диоксидом серы из расчета 1500 мг газообразного SО2 на бутылку. Примерно через 1 мин диоксид серы вытесняется из бутылок стерильным воздухом или инертным газом. Наружная поверхность венчика стерилизуется открытым пламенем горелки. Пробки перед укупоркой вымачивают в рабочем 0,5-0,75%-ном растворе диоксида серы.
Отфильтрованное вино по короткому винопроводу подается в бачок разливного автомата. Бутылки наполняют вином по уровню, избыток вина и кислород вытесняются СО2. Избыток вина возвращается на розлив, а после укупорки над вином в бутылке остается СО2.
Для стерильного розлива применяют разливо-укупорочные блоки, которые монтируются в изолированном остекленными перегородками помещении.
Холодный стерильный розлив предусматривается для белых столовых вин. Аппаратурно-технологическая схема холодного стерильного розлива представлена на рис. 36.
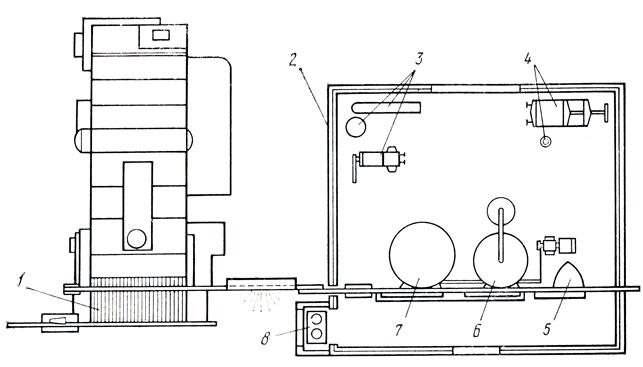
Рис. 36. Участок мойки бутылок, наполнения и укупорки их в стерильных условиях линии розлива вин фирмы 'Seitz': 1 - бутылкомоечная машина; 2 - застекленный бокс; 3 - установка для стерилизации пробок; 4 - фильтр для обеспложивающего фильтрования; 5 - автомат для укупорки бутылок корковыми пробками; 6 - вакуум-разливочный автомат; 7 - стерилизатор бутылок; 8 - подогревательная ванна
Горячий розлив
Для горячего розлива виноматериалы нагревают в теплообменнике до температуры 50-55 °С, разливают в теплые бутылки и укупоривают стерильными пробками.
Горячий розлив предусматривается для красных столовых вин. Аппаратурно-технологическая схема горячего розлива представлена на рис. 37.
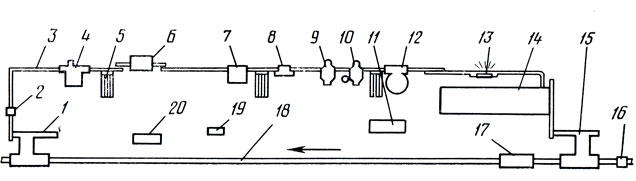
Рис. 37. Компоновка линии А1-ВФГ-6 для горячего розлива вин: 1 - автомат для укладки бутылок в ящики; 2 - счетчик бутылок; 3 - транспортер бутылок; 4 - автомат для завертывания бутылок в бумагу; 5 - накопитель бутылок; 6 - этикетировочный автомат; 7 - автомат для изготовления гофрированного колпачка и отделки им горлышка бутылок; 8 - машина для инспекции пищевых жидкостей; 9 - автомат для укупорки бутылок корковой пробкой; 10 - автомат для укупорки бутылок полиэтиленовой пробкой; 11 - автоматическая установка (пастеризатор) для нагрева вина; 12 - разливочный автомат; 13 - световой экран; 14 - бутылкомоечная машина; 15 - автомат для извлечения бутылок из ящиков; 16 - счетчик ящиков; 17 - машина для санитарной обработки ящиков; 18 - транспортер ящиков; 19 - компрессорная установка; 20 - шкаф электрооборудования
Марочные вина укупоривают корковыми и полиэтиленовыми пробками, металлическими навинчивающимися колпачками. Ординарные вина укупоривают корковыми и полиэтиленовыми пробками, алюминиевыми колпачками типа "Алка". Ординарные крепкие и ароматизированные вина разрешается укупоривать кронен-пробкой.
После укупорки бутылок контролируют герметичность укупорки, целостность бутылки, ее чистоту и чистоту вина. Для контроля бутылки переворачивают горлышком вниз, при этом из неплотно укупоренных бутылок вино просачивается, тяжелые включения (стекло) опускаются, а легкие (крошки пробки, ворс) поднимаются.
Из бракованных бутылок вино сливают, фильтруют и возвращают в бачок разливного автомата, а целые бутылки отправляют на повторную мойку.
Товарное оформление бутылок с вином
Для товарного оформления горлышки бутылок, укупоренные корковой и полиэтиленовой ниппельной пробками, оформляют колпачками. Фольговые, алюминиевые колпачки типа "Алка" и навинчивающиеся обжимаются. На бутылки с ординарным вином наклеиваются этикетки, с марочным вином - кольеретки и этикетки, с коллекционным вином дополнительно наклеивают ярлык "коллекционное".
При наклейке кольереток, этикеток и ярлыков не допускаются перекосы, складки и надрывы. При контроле обращают особое внимание на соответствие этикетки наименованию разливаемого вина.
Для защиты внешнего оформления бутылок от механических повреждений и загрязнений бутылки с ординарным вином обертывают бумагой - пояском, с марочным и коллекционным винами-полностью. Обернутые в бумагу бутылки с вином передают на склад готовой продукции по счетчику. Учет разлитого вина и бутылок ведут ежедневно.
На складе готовой продукции бутылки упаковывают в ящики, контейнеры и пакеты-поддоны. Ящики применяют открытые дощатые с перегородками вместимостью 20 бутылок, пластмассовые с перегородками и из гофрированного картона, укомплектованные решетками и горизонтальными прокладками, вместимостью 12 бутылок. В открытые ящики бутылки устанавливают вертикально.
Для дальних перевозок применяют закрытые ящики. В закрытые ящики бутылки укладывают горизонтально донышками к боковым стенкам ящика с применением стружки или соломы, а в зимнее время ящики выстилаются войлоком.
В настоящее время широко применяют для упаковки металлические контейнеры на 216 бутылок вместимостью 700 см3 и пакеты-поддоны 800 X 1200 мм на 1080 бутылок. Упаковывают бутылки с вином и в термоусадочную пленку. Бутылки вручную устанавливают на картонные лотки по 12 шт.
В упаковочной машине бутылки с лотком обертывают полиэтиленовой термоусадочной пленкой и пленку сваривают, нагревают и охлаждают. После охлаждения пленка плотно скрепляет бутылки вместе с лотком с образованием монолитного блока (упаковки), которые транспортируются на поддонах. Такая упаковка сокращает потери, и продукция сохраняет товар-ный вид.
На каждый ящик, контейнер или пакет-поддон наклеивают этикетки с наименованием вина, указанием количества бутылок, их вместимости, даты упаковки, вкладывают упаковочный лист с обозначением наименования вина, количества бутылок, их вместимости, фамилии или номера упаковщика и даты.
На складе готовой продукции предусматривается временное хранение вина при температуре от 8 до 16 °С, а полусухих и полусладких вин - при температуре от минус 2 до плюс 8 °С. Воздух в помещении должен быть чистым и свежим, влажностью не выше 85%. Готовую продукцию со склада отгружают в торговую сеть.
Для отгрузки на экспорт оформленные бутылки заворачивают полностью в бумагу и упаковывают в закрытые ящики или специальные картонные короба.
Транспортирование обработанных виноматериалов
При транспортировании виноматериалы предохраняют от доступа кислорода воздуха, обогащения металлами и от замерзания. Для предохранения виноматериалов от доступа кислорода воздуха транспортную тару рекомендуется заполнять при помощи шланга, опущенного до дна, а перевозить с герметически закрытыми и опломбированными люками.
Для предупреждения обогащения виноматериалов металлами применяют транспортные емкости из нержавеющей стали или стальные эмалированные.
При перевозке ординарных виноматериалов и вин рекомендуется соблюдать следующий температурный режим: для столовых - не ниже минус 3 и не выше плюс 20 °С; для крепленых - не ниже минус 6 и не выше плюс 20 °С. Для перевозки марочных виноматериалов и вин необходимо соблюдать температурный режим в пределах 6-18 °С.
Для транспортирования виноматериалов применяют автомобильные цистерны (рис. 38), вагоны-цистерны (рис. 39) и железнодорожные цистерны-термосы. Автоцистерны серии ВЦПП изготовляют из нержавеющей стали, с двумя секциями, с термоизоляцией, вместимостью 600, 700, 800 и 1000 дал.
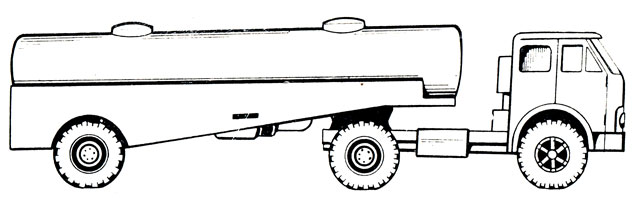
Рис. 38 Общий вид изотермической цистерны-виновоза ВЦПП-10А
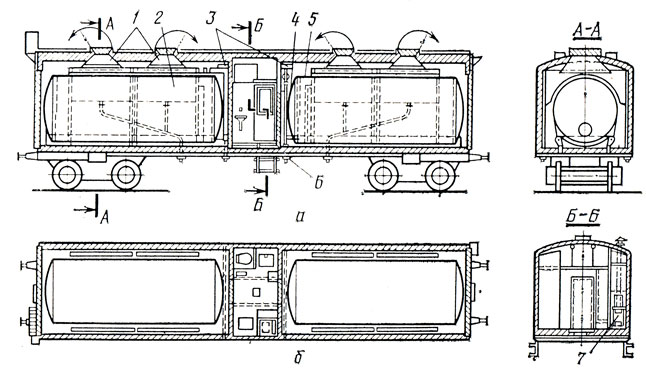
Рис. 39. Изотермический вагон-цистерна: а - общий вид; б - разрез; 1 - карманы для льда; 2 - эмалированная цистерна; 3 - компенсационные бачки; 4 - виномерное стекло; 5 - штуцер для наполнения цистерн; 6 - штуцер для опорожнения цистерн; 7 - отопительный котел
Вагоны-цистерны - это цельнометаллический кузов, внутри которого расположены две стальные эмалированные цистерны общей вместимостью 2800 дал. Над каждой цистерной установлен расширительный бак.
Цистерны оборудованы мерными стеклами, термометрами, предохранительными клапанами. Для регулирования температуры виноматериалов вагон снабжен потолочными баками для льда и системой водяного отопления.
При температуре наружного воздуха от минус 30 до плюс 30 °С температура виноматериалов поддерживается на уровне от 0 до 20 °С.
Железнодорожные цистерны-термосы изготавливают из нержавеющей стали вместимостью 5300 дал и из углеродистой стали с защитным покрытием на основе эпоксидной смолы из циклокаучука вместимостью 5750 дал. Они рассчитаны для перевозки виноматериалов при температуре окружающего воздуха от плюс 30 до минус 40 °С.
Температура виноматериалов при наливе зимой не должна быть ниже плюс 8 °С, летом - выше плюс 15 °С, что обеспечивает их температуру при сливе летом не выше плюс 25 °С, зимой не ниже минус 2 °С.
Перед заполнением проверяют техническое и санитарное состояние цистерн.
Количество виноматериалов определяют в дал при температуре 20 °С. Объем, заливаемый в цистерну, определяют мерниками, счетчиками, стационарными емкостями предприятия и цистернами, прошедшими государственную проверку и имеющими пломбы и клеймо, а также свидетельства об измерении и допуске емкостей к эксплуатации. Цистерны заливают до метки на горловине, замеряют температуру виноматериалов и пересчитывают его объем на температуру 20 °С. Количество залитого виноматериала можно определить по массе нетто делением на плотность виноматериала при 20 °С с точностью до 0,0001.
Из заполненной и подготовленной к отправке цистерны отбирают среднюю пробу, герметически закрывают люки, пломбируют запорные устройства люков и сливных приборов.
Отгрузка оформляется актом об отгрузке и приемке, удостоверением о качестве, актом об отборе средней пробы. Вместе с виноматериалом отправляют две бутылки со средними пробами.
При приемке получателем комиссия проверяет исправность цистерны, запорных устройств, пломб; проверяют качественные показатели виноматериалов и определяют их объем.
В цистернах объем виноматериалов определяют по ее паспортной вместимости. Если уровень в цистерне ниже метки в горловине, доливают до метки одноименным виноматериалом, а если уровень выше метки - делают отъем. Объем поступившего виноматериала равен вместимости цистерны по паспорту плюс объем отъема или минус объем доливки. Определяют его также мерниками, счетчиками и по массе нетто.
Приемка оформляется заполнением второго раздела акта об отгрузке и приемке и справкой заводской лаборатории об исследовании средней пробы, отобранной при приемке.
Размер общей недостачи виноматериала определяют по разности отгруженного и принятого виноматериала. Недостача не должна превышать предельно допустимые нормы потерь при транспортировании виноматериала, а данные исследований в лабораториях отправителя и получателя должны совпадать.
После освобождения цистерны моют, герметически закрывают и пломбируют.
Для транспортирования вина бутылочного розлива используют все виды транспорта. При транспортировании в зимнее время бутылки с вином укрывают теплыми одеялами или используют рефрижераторный транспорт и вагоны с отоплением.
Учет вина при приемке ведут по количеству бутылок. Контролируют прозрачность вина в бутылках и отсутствие посторонних включений.?
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://wine.historic.ru/ 'Виноделие как искусство'