Ремонт измельчающего оборудования
Молотковые дробилки. На заводах отрасли наибольшее распространение для измельчения зерна имеют молотковые дробилки ДМ, ДДМ, ДМР Днепропетровского завода "Продмаш", ДДП, ДДР Горьковского машиностроительного завода им. Воробьева.
Для измельчения картофеля используются молотковые дробилки СП-1481 Днепропетровского завода "Продмаш" и молотковые камнедробилки С-218М, модернизируемые силами предприятий.
По принципу работы молотковые дробилки одинаковы, однако конструктивно отличаются значительно. Так, машины ДДП, ДДР, ДМР являются реверсивными, и при износе одной стороны молотков ротор включается на обратное вращение и молотки работают другой стороной без перестановки. При осуществлении монтажа отремонтированной или новой дробилки необходимо обеспечить возможно более точную балансировку ротора.
Наиболее изнашиваемыми частями молотковых дробилок являются молотки и сита. Показателем износа молотков или сит является ухудшение качества измельчения зерна или картофеля. В этом случае останавливают дробилку и переставляют молотки неизношенными углами. Переставлять молотки нереверсивных дробилок можно 3 раза, а реверсивных 1 раз. Следует обеспечивать работу всех четырех углов молотков.
После износа всех четырех углов молотков возможно их дальнейшее использование путем стачивания изношенных углов. Однако при ремонте молотков допускается стачивание углов не выше предельных размеров, указанных в паспорте дробилки.
При окончательной выработке молотки заменяются новыми. Перед их заменой отмечают расположение осей в отверстиях крайних дисков, затем снимают молотки. Новые или отремонтированные молотки перед установкой взвешивают пакетами (на одну ось). Неисправности дробилок указаны в табл. 14.
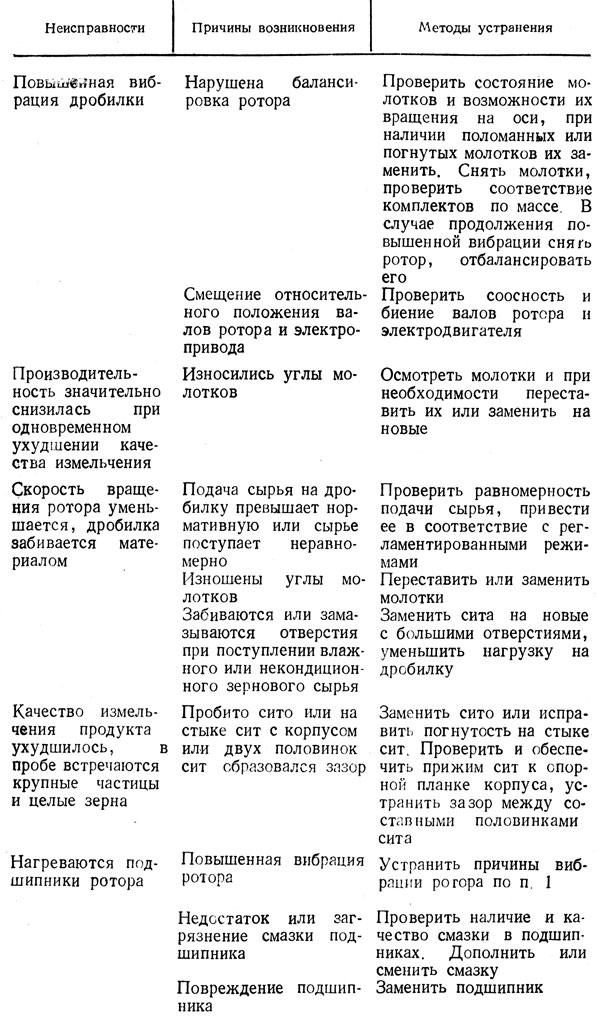
Таблица 14. Характерные неисправности молотковых дробилок и методы их устранения
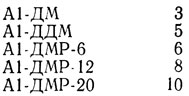
При установке молотков разница в весах пакетов, устанавливаемых на диаметрально противоположные оси, не должна превышать для дробилок следующих значений (г):
Вальцовые станки. Станки типа ЗМ, имеющие наибольшее применение в отрасли, выпускаются с мелющими валками диаметром 250 мм и длиной 600, 800, 1000 мм.
Завод-изготовитель поставляет, как правило, станки с гладкими валками, поэтому перед установкой и пуском станка в работу необходимо произвести нарезку валков.
Неисправности станков указаны в табл. 15.
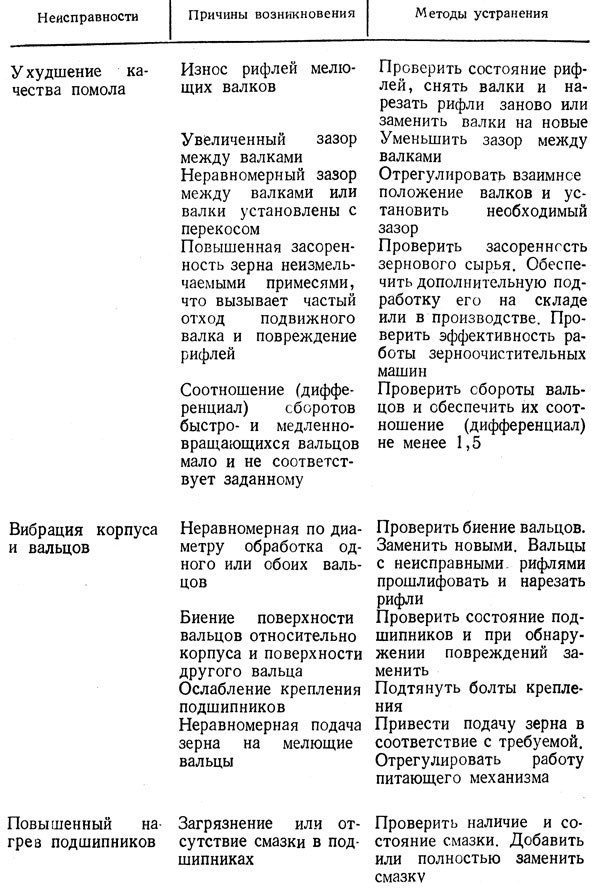
Таблица 15. Основные неисправности вальцовых станков и методы их устранения
Рифли валков периодически нарезаются и в процессе работы станка. При затуплении рифлей производят перешлифовку валков до меньшего диаметра и последующую нарезку рифлей. После 2-3 переточек диаметры валков уменьшаются настолько, что необходимо устанавливать в межвалковой передаче ремонтные шестерни.
Ремонтные шестерни поставляются по отдельным заказам, в которых указываются количество шестерен и количество зубьев на каждой шестерне.
Подбор шестерен межвалковой передачи для станков ЗМ 25×100; 25×80; 25×60 осуществляется с учетом рекомендаций (табл. 16).
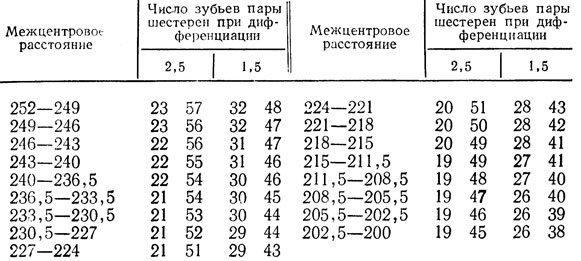
Таблица 16. Подбор шестерен межвалковой передачи для станков ЗМ
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://wine.historic.ru/ 'Виноделие как искусство'