Разработка способа шампанизации вина в непрерывном потоке
Выдвинутая Г. Г. Агабальянцем идея непрерывной шампанизации вина впервые была экспериментально проверена в лабораторных условиях Е. М. Козенко на кафедре виноделия Краснодарского института пищевой промышленности в 1943-1945 гг. [55]. Оригинальность этих исследований заключалась в том, что впервые экспериментально была доказана принципиальная возможность получения шампанских вин непрерывным способом.
Подтвердив ранее установленную зависимость [76] между количеством связанного углекислого газа и уровнем постоянного избыточного давления, при котором происходит процесс шампанизации, Е. М. Козенко показала, что при шампанизации сусла или смеси сусла с вином под постоянным давлением 0,4 МПа образуется связанного углекислого газа почти в два раза больше, чем в таких же образцах, шампанизированных под постоянным давлением 0,2 МПа. Следовательно, поддержание давления в процессе шампанизации на достаточно высоком и постоянном уровне является необходимым условием рациональной технологии производства шампанских вин.
Представляют интерес также выводы автора о том, что количество связанного углекислого газа, образующегося при вторичном брожении, зависит от продолжительности этого процесса и количества сброженного сахара. Между продолжительностью шампанизации и количестом сброженного сахара пропорциональной зависимости не наблюдается. Так, при увеличении сахаристости среды в 6 раз продолжительность процесса увеличивается всего в 2 раза.
Исследования подтвердили одно из положений теории Г. Г. Агабальянца, устанавливающее роль дрожжей при шампанизации как биокатализаторов процесса связывания углекислоты. Дрожжи в условиях непрерывно протекающего процесса сохраняют длительное время бродильную энергию.
Производительность процесса непрерывной шампанизации в условиях проведенного опыта была в 2-3 раза выше производительности процесса шампанизации вина в акратофорах периодического действия. При этом качество продукта, получаемого непрерывным способом, оказалось идентичным качеству резервуарного шампанского периодического способа.
Результаты лабораторных исследований позволили наметить конкретные пути испытания нового способа в производственных условиях.
Первое производственное испытание способа шампанизации вина в непрерывном потоке было проведено в 1950 г. на Горьковском заводе шампанских вин. В задачу испытания не входила проверка и отработка всей технологической схемы непрерывной шампанизации. Необходимо было убедиться в возможности осуществления шампанизации вина в непрерывном потоке в бродильных резервуарах большой емкости и выяснить среднюю производительность опытно-производственной установки. Намечалось также проследить за состоянием дрожжей и сравнительно оценить качество шампанского, полученного непрерывным и периодическим способами.
Опытная установка состояла из пяти последовательно соединенных акратофоров по 500 дал системы А. М. Фролова-Багреева, служащих для осуществления вторичного брожения в потоке, и двух поочередно подключаемых к бродильной батарее акротофоров для приема шампанизированного вина и его охлаждения.
Непрерывный поток шампанизируемого вина обеспечивался подачей бродильной смеси из напорных (расходных) горизонтально расположенных резервуаров через поплавковый регулятор уровня. Напорные, бродильные и приемные резервуары были соединены общей газовой коммуникацией.
Технические недостатки при монтаже и эксплуатации установки не позволяли обеспечить строгого постоянства производительности процесса, давления в газовой системе и других параметров. Основные затруднения нормальной работы установки были связаны с постепенным уменьшением концентрации дрожжей в системе, снижением их физиологической активности, а также развитием и распространением инфицирующей микрофлоры.
Несмотря на неблагоприятные условия, результаты трехмесячных испытаний опытной установки показали практическую осуществимость шампанизации вина в непрерывном потоке в производственных условиях. Было установлено, что способ непрерывной шампанизации обеспечивает повышение производительности бродильных резервуаров на 25-30% и некоторое улучшение качества готового продукта.
Таким образом, проведенные лабораторные исследования и первые производственные испытания доказали принципиальную возможность производства шампанского непрерывным способом. Однако на основании полученных данных не представлялось возможным решить вопрос о целесообразности внедрения в промышленность данного способа. Необходимо было провести дальнейшую производственную проверку новой технологии производства шампанских вин.
В связи с этим на Московском заводе шампанских вин в 1954 г. были организованы широкие производственные испытания способа шампанизации вина в непрерывном потоке с привлечением научных работников Московского филиала ВНИИВиВ "Магарач". Для этого была смонтирована специальная опытная установка.
Целью испытания являлось исследование процесса шампанизации вина в непрерывном потоке для изучения режима, разработки усовершенствованной технологической схемы и ее аппаратурного оформления, а также технико-экономических показателей процесса. На основании полученных данных предполагалось разработать рекомендации по оптимизации технологического режима, рациональному аппаратурному его оформлению с автоматизацией контроля и регулирования процесса.
Опытная установка состояла из загрузочной, бродильной и приемной частей (рис. 4). Загрузочная часть, предназначенная для подачи исходной бродильной смеси в бродильные аппараты и поддержания в них постоянного уровня шампанизируемого вина, имела один горизонтально расположенный напорный резервуар, два автоматических регулятора уровня, фильтр и резервуар, из которого бродильную смесь после термической обработки центробежным насосом направляли через фильтр в напорный резервуар. Бродильная часть состояла из шести аппаратов, последовательно соединенных между собой трубопроводами и сливными трубами, расположенными внутри каждого аппарата по вертикальной оси и оканчивающимися у горловины воронкообразным расширением.
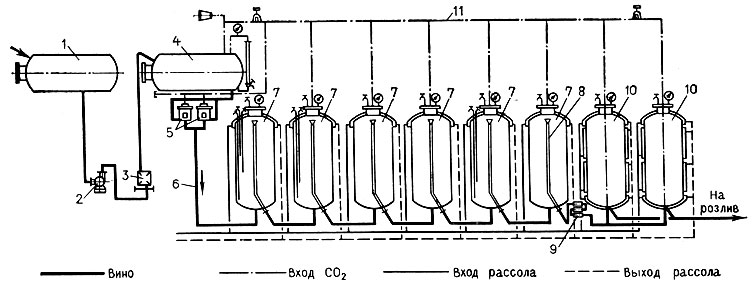
Рис. 4. Схема опытной установки шампанизации вина в непрерывном потоке: 1 - резервуар для бродильной смеси; 2 - насос; 3 - фильтр; 4 - напорный резервуар; 5 - автоматический регулятор уровня; 6 - трубопроводы; 7 - бродильные аппараты; 8 - сливные трубопроводы с воронкообразными расширениями; 9 - теплообменник-охладитель; 10 - приемные аппараты; 11 - газовая коммуникация
В бродильные аппараты были вмонтированы трубки различной длины с кранами для отбора проб с разных уровней жидкости по высоте. Приемная часть состояла из двух параллельно соединенных аппаратов, трубчатого теплообменника для быстрого охлаждения шампанизированного вина, поступающего в очередной приемный аппарат, и регулирующего вентиля. Все элементы установки были связаны в один агрегат с помощью стационарных газопроводов и винопроводов.
Стационарные газопроводы объединяли в общую систему газовые камеры напорного, всех бродильных и очередного приемного аппаратов. Устройство стационарных винопроводов обеспечивало поступление в каждый бродильный аппарат вина снизу и выход его сверху по сливной трубе. При монтаже экспериментальной установки в качестве напорных, бродильных и приемных аппаратов были использованы ранее применявшиеся на заводе акратофоры системы А. М. Фролова-Багреева. После завершения монтажа с учетом условий предстоящей работы в течение длительного времени без перезарядок и особенностей конструкции (большое количество фланцевых соединений, вентилей и иных устройств) установка была подвергнута предварительным испытаниям на воде.
Результаты испытаний показали удовлетворительное качество монтажных работ, надежное состояние защитных покрытий, возможность установления заданной производительности и отключения любого аппарата без остановки потока, полную герметичность установки и позволили приступить к загрузке бродильной линии вином. Загрузку аппаратов производили последовательно, начиная с последнего, шестого, аппарата, с промежутками в 3 - 4 сут (с таким расчетом, чтобы средняя сахаристость вина в аппаратах отличалась на 0,3 г/100 мл), прошедшей термообработку бродильной смесью с содержанием сахара 7 г/100 мл из расчета получения полусухого шампанского.
Химический состав бродильной смеси всех зарядок в пусковой период, а также зарядок напорного резервуара после установления потока соответствовал принятому при резервуарной периодической шампанизации.
В аппараты вносили разводку чистой культуры дрожжей пылевидной расы "Ленинградская" - около 5%, и брожение в них протекало изолированно, как в акратофорах периодического действия. Регулирование и контроль вторичного брожения осуществляли согласно действующей технологической инструкции. При этом регистрировали нарастание давления, изменение сахаристости, температуры, а также проводили микробиологические исследования.
Данные наблюдений за ходом брожения в аппаратах до пуска потока показали, что режим вторичного брожения был строго выдержан. Когда в последнем бродильном аппарате установки шампанизированное вино достигло требуемой кондиции по содержанию сахара, а в первом аппарате образовалось избыточное давление, был произведен пуск потока вина. Перед пуском потока давление в каждом бродильном аппарате, а также в напорном резервуаре и приемном аппарате доводили баллонной углекислотой до 0,4 МПа. После этого все аппараты установки соединялись в единую систему при помощи стационарных вино- и газопроводов. Работа опытной установки заключалась в следующем. Прошедшую предварительную термическую обработку бродильную смесь (не содержащую дрожжей) центробежным насосом подавали через фильтр в напорный резервуар, который для этого отключали от установки, и углекислый газ из него выпускали в атмосферу, а поток вина на время заполнения напорного резервуара (3-5 ч) останавливали.
Движение бродильной смеси в непрерывном потоке осуществлялось за счет гидростатического напора. Бродильная смесь, проходя через поплавковый регулятор, предназначенный для поддержания постоянного уровня вина в каждом аппарате (выше воронки сливной трубы), поступала в нижнюю часть первого бродильного аппарата, затем по сливной трубе в нижнюю часть второго аппарата, далее в третий и т.д. - шампанизировалась.
Производительность установки регулировали вентилем, расположенным на винопроводе между последним бродильным и приемным аппаратами, и контролировали по расходу бродильной смеси в напорном резервуаре с помощью градуированного виномерного стекла. Выходящее из последнего бродильного аппарата кондиционное шампанизированное вино охлаждалось в теплообменнике до минусовой температуры, поступало в первый, а по заполнении его - во второй приемный аппарат. За время заполнения второго приемного аппарата вино в первом аппарате доохлаждали до минус 5°С, выдерживали при этой температуре и разливали в бутылки принятым способом.
Уже первые недели испытания опытной установки показали, что ее аппаратурная схема имеет существенные недостатки и что предварительно намеченная технология проведения процесса нуждается в уточнении и доработке.
Так, наличие только одного напорного резервуара не обеспечивало непрерывность расхода бродильной смеси. Для заполнения напорного резервуара фильтрованной смесью поток останавливали через каждые 2,5 сут на 4-6 ч. Подачу вина в бродильный аппарат регулировали вручную с помощью вентиля на выводном винопроводе последнего бродильного аппарата. В связи с падением гидростатического напора по мере заполнения приемного аппарата для сохранения постоянства расхода бродильной смеси требовалось непрерывное и постепенное увеличение проходного сечения регулирующего вентиля, что сделать вручную не представлялось возможным. Следовательно, даже в случае поддержания заданной среднесуточной производительности установки фактический часовой расход бродильной смеси характеризовался значительными колебаниями - от 0 до 7-9 дал/ч. Это не позволяло обеспечить постоянство состава шампанизируемого вина в отдельных аппаратах и концентрации дрожжевых клеток, что в итоге нарушало нормальную работу в целом. Поэтому в установку были внесены следующие конструктивные изменения. В дополнение к основному напорному резервуару установили второй расходный резервуар. Заполнение напорных резервуаров бродильной смесью стали осуществлять с помощью углекислого газа.
В ходе последующих испытаний и дальнейшей эксплуатации установки были подвергнуты исследованию все основные стадии процесса непрерывной шампанизации - от подготовки бродильной смеси до обработки готового шампанского перед розливом [22].
В начале испытаний представилось целесообразным применить принятую для периодической шампанизации термическую обработку бродильной смеси с целью возможного улучшения качества готовой продукции и повышения ее стабильности также для непрерывного способа шампанизации. Это было сделано уже в пусковой период. Однако часто отмечалось ухудшение отдельных партий готового продукта. Как было установлено, это происходило в тех случаях, когда бродильная смесь перед нагреванием содержала значительное количество растворенного кислорода воздуха (до 4-6 мг/л).
В процессе нагревания и выдержки при температуре нагрева растворенный кислород ассимилируется практически полностью, при этом происходят нежелательные изменения химического состава.
А. К. Родопуло показал [113], что нагревание бродильной смеси в присутствии растворенного кислорода усиливает окислительные процессы, приводящие к ухудшению качества шампанского. При этом окисляются дубильные вещества, органические кислоты и аминокислоты, в результате чего содержание их в вине уменьшается.
В связи с указанным был применен более рациональный режим термической обработки шампанских виноматериалов перед шампанизацией с предварительным обеднением вина кислородом биологическим путем, который сводился к следующему. В купаж перед его термической обработкой вводили ликер (без коньячного спирта) из расчета повышения сахаристости купажа до 0,25-0,3% и 2-2,5% дрожжевой разводки. Смесь подвергали подбраживанию при температуре, не превышающей 15°С, в течение 4-6 сут. В процессе размножения дрожжи ассимилируют кислород, и после полного выбраживания сахара купаж кислорода практически не содержит. Затем в купаж добавляли резервуарный ликер в количестве, необходимом для получения сухого шампанского, смесь нагревали до 40°С и выдерживали при этой температуре 20-24 ч, потом температуру повышали до 50°С на 2-3 ч. После охлаждения бродильной смеси до 9-10°С ее давлением углекислого газа по стационарным трубопроводам переводили через фильтр в напорные резервуары.
Внедрение термической обработки бродильной смеси с предварительным биологическим обескислороживанием купажа обусловило некоторое повышение качества готового продукта. Было установлено, что исключение термической обработки приводит к нарушению микробиальной чистоты вторичного брожения.
В 1955 г. попытались использовать бродильную смесь, термическая обработка которой заменялась фильтрацией. Однако оказалось, что в бродильных аппаратах, сохранявших до этого полную стерильность более 9 мес, появились посторонние микроорганизмы.
Инфицирующая микрофлора была обнаружена в шампанизируемом вине первого, а затем и последующих бродильных аппаратов. Наблюдавшееся прогрессивное снижение скорости сбраживания сахара вызывало необходимость уменьшения производительности установки со 180-190 до 100 дал/сут.
В связи с этим был простерилизован напорный резервуар, а также перезаряжен и простерилизован первый бродильный аппарат. Однако указанные мероприятия не дали нужного эффекта и вскоре была перезаряжена и простерилизована вся установка.
Таким образом, биологическое обескислороживание бродильной смеси перед термической обработкой явилось наиболее рациональным способом удаления из вина растворенного кислорода воздуха, способствующим улучшению ароматических и вкусовых качеств шампанского. Вместе с тем термическая обработка обеспечила ведение процесса шампанизации в условиях значительно пониженного содержания посторонних микроорганизмов.
При исследовании процесса шампанизации вина в непрерывном потоке было установлено, что качество, количество и режим воспроизводства дрожжей, а также поддержание постоянства их концентрации в бродильных аппаратах являются важнейшими факторами, определяющими весь ход технологического процесса.
В начале испытания установки предполагалось, что для непрерывной шампанизации будут достаточны дрожжевые разводки, которые первоначально вносили в каждый бродильный аппарат в пусковой период, и что дрожжи, уносимые из системы с потоком шампанизированного вина, будут компенсироваться непосредственно в бродильных аппаратах, главным образом в первом, в связи с размножением, интенсивность которого намечалось регулировать аэрацией исходной бродильной смеси.
Однако уже в первые дни испытания было обнаружено постепенное затухание бродильного процесса, вызванное прогрессивным уменьшением концентрации дрожжевых клеток в установке. Так, за 20 сут работы установки концентрация дрожжевых клеток в первом резервуаре уменьшилась с 4,2 млн./мл до 0,25, а в шестом резервуаре - с 5,6 до 1,4 млн./мл. Следовательно, вынос дрожжей из бродильного аппарата не компенсировался их размножением, несмотря на то, что процент почкующихся клеток был достаточно велик (30-60 % в первом и 10-27%-в шестом аппаратах). Это обстоятельство вызывало необходимость во избежание получения некондиционного шампанского постепенно снижать среднесуточную производительность вплоть до полной остановки потока.
Наряду со значительным уменьшением биомассы дрожжей наблюдались существенные изменения морфологического состояния клеток.
Изучение причин столь быстрого уноса дрожжей из системы было начато с установления характера распределения их в вине на различных высотах бродильных аппаратов и выяснения наличия в них дрожжевых осадков. Несмотря на то что в пусковой период были использованы дрожжи с пылевидной структурой осадка, следовало выяснить, имеются ли соответствующие условия для взмучивания этих дрожжей и перемещения их с потоком шампанизируемого вина от первого аппарата к последнему, поскольку брожение в установке проходит под постоянным повышением давления углекислого газа над вином, исключающим процесс газовыделения, и при очень небольшой линейной скорости движения жидкости: в аппаратах - около 0,001 см/с, в винопроводах - около 1 см/с.
Для выяснения степени диспергирования дрожжей и кинетики сбраживания сахара на различных высотах бродильных аппаратов ежедневно определяли содержание сахара и количество дрожжевых клеток в пробах, отбираемых с верхнего уровня каждого, а также различных уровней первого, второго и четвертого бродильных аппаратов. Схема отбора проб шампанизируемого вина приведена на рис. 5.
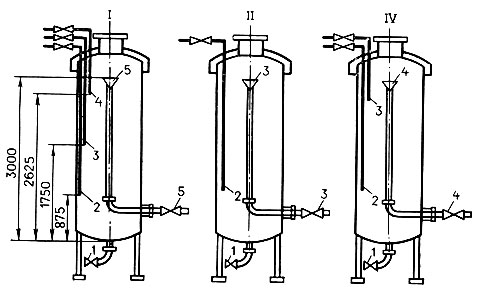
Рис. 5. Схема расположения пробоотборных устройств в первом, втором и четвертом бродильных аппаратах (I, II IV): 1, 2, 3, 4, 5 - пробоотборные устройства, установленные на различных уровнях бродильных аппаратов
Исследования показали, что содержание сахара в шампанизируемом вине каждого аппарата уменьшается снизу вверх соответственно высоте столба жидкости и что клетки дрожжей практически равномерно распределяются по всему объему вина (рис. 6, 7). Вместе с тем было установлено, что в бродильных аппаратах накопления дрожжевых осадков, способных вызвать заметное уменьшение концентрации дрожжевых клеток в среде, не происходит.
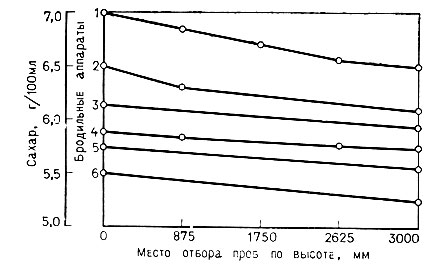
Рис. 6. Содержание сахара в шампанизируемом вине на различных уровнях бродильных аппаратов
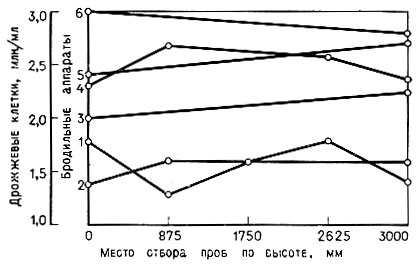
Рис. 7. Диспергирование дрожжевых клеток в шампанизируемом вине на различных уровнях бродильных аппаратов
В целях некоторой компенсации уноса дрожжей и ускорения брожения в установке была предпринята попытка использования популяции двух рас дрожжей с пылевидной и крупнозернистой структурой осадка. Предполагалось, что основная масса зернистых дрожжей, фиксируясь на днищах аппаратов, будет способствовать интенсификации бродильного процесса и повышению качества готовой продукции. Такая раса (Кахури 7) была внесена в линию непрерывной шампанизации в 1956 г., причем дрожжевую разводку вводили последовательно в каждый бродильный аппарат (3%) без остановки потока. Второй раз крупнозернистая раса (Шампанская 7) была введена в установку в 1958 г. (при перезарядке системы для выработки шампанского марки сухое). При этом в каждый бродильный резервуар одновременно вводили по 3% разводок пылевидных и крупнозернистых дрожжей. В первые дни в пробах вина из верхней части бродильных аппаратов при микроскопировании обнаруживались конгломераты из 3-8 клеток зернистых рас почти в каждом поле зрения. Затем количество их стало постепенно убывать начиная с первого бродильного аппарата.
В пробах, отбираемых затем снизу бродильных аппаратов, дрожжевые клетки зернистых рас также не обнаруживались. Следовательно, ожидаемого накопления дрожжей с крупнозернистой структурой осадка в бродильных аппаратах не произошло. Ускорения кинетики сбраживания сахара при введении указанных дрожжей также обнаружено не было, что объясняется невосполняемым выносом дрожжей из системы и возможным изменением их культуральной особенности в новых условиях обитания.
Таким образом, популяции пылевидной и крупнозернистой рас дрожжей в условиях разового введения последней оказались практически бесполезными.
Проведенные исследования обусловили необходимость дальнейшего изучения процесса шампанизации в направлении обеспечения постоянной концентрации дрожжей в каждом бродильном аппарате на уровне, который обеспечил бы достаточно равномерное и полное выбраживание сахара в потоке при средней скорости процесса по крайней мере не ниже, чем при периодической резервуарной шампанизации.
Для интенсификации размножения дрожжей были проведены опыты по обогащению шампанизируемого вина первого бродильного аппарата способом его барботирования чистым кислородом (из баллона) по 5 мин через каждые 4 ч.
При этом отмечалось заметное увеличение скорости размножения дрожжей и улучшение их физиологического состояния. Однако введение кислорода крайне отрицательно влияло на качество шампанского (цвет изменился до желтого, в аромате и вкусе появились нехарактерные тона сильной окисленности). Это обстоятельство вызвало необходимость включения в установку специального устройства - дрожжевого аппарата, предназначенного для культивирования дрожжей и введения их в первый бродильный аппарат для компенсации дрожжевых клеток, выносимых потоком вина.
В первом варианте дрожжанка была выполнена в виде аппарата вместимостью 30 дал, снабженного центральной сливной трубкой, барботером для аэрации среды. Аппарат подключали в винную коммуникацию установки между напорным резервуаром и первым бродильным аппаратом. Раз в сутки дрожжанку включали в установку примерно на 2 ч, и половину ее содержимого переводили в первый бродильный аппарат. Однако такая дрожжанка оказалась по существу бесполезной, так как не исключила необходимость периодического введения дрожжевых разводок в систему (в среднем по одной разводке на каждый бродильный аппарат в месяц). В связи с этим в дрожжанку был превращен первый бродильный аппарат, предварительно оборудованный приспособлением для барботирования среды воздухом и отсоединенный от стационарной газовой коммуникации во избежание попадания воздуха в над- винное пространство установки. Периодическую аэрацию среды первого аппарата через каждые 2-3 ч по 20 мин производили без отключения его от установки.
Использование первого бродильного аппарата в качестве дрожжегенератора позволило существенно улучшить работу установки. Количество дрожжевых клеток и их физиологическое состояние показаны в табл. 9.
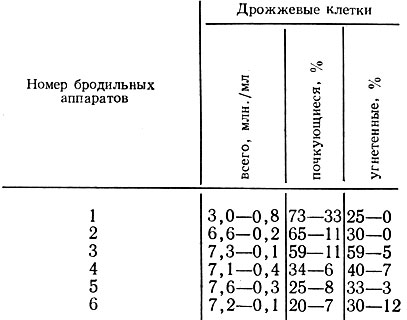
Приведенные данные свидетельствовали о значительном нарастании общего количества дрожжевых клеток от первого к последнему бродильному аппарату и снижении почкующихся. Вместе с тем снижение концентрации дрожжевых клеток до 0,8 млн./мл в шампанизируемом вине первого бродильного аппарата, одновременно выполняющего функции дрожжегенератора, не компенсировало их вынос из установки.
Таким образом, несмотря на большой объем дрожжевого аппарата (500 дал) и наличие в среде кислорода воздуха при постоянном давлении углекислого газа 0,5 МПа размножение дрожжей проходило все же недостаточно интенсивно и не обеспечивало компенсации выносимых с потоком дрожжевых клеток. Поэтому практика дополнительного разового введения дрожжевых разводок, главным образом в первый бродильный аппарат, при снижении содержания в нем клеток до 1,0 - 1,5 млн./мл была сохранена.
Кроме того, использование первого бродильного аппарата в качестве дрожжегенератора, в котором все шампанизируемое вино, как показали исследования, обогащалось кислородом воздуха до 2,0 мг/л, приводило к снижению качеств готовой продукции.
Вместе с тем длительные исследования режима вторичного брожения позволили установить, что при непрерывной шампанизации минимальная рабочая концентрация дрожжевых клеток составляет 2,5-3,5 млн./мл. При такой концентрации дрожжей можно обеспечить выравненный режим брожения и вести процесс шампанизации при температуре 9-13°С.
В условиях периодической шампанизации в отличие от непрерывной вторичное брожение проводится при постепенно возрастающей концентрации дрожжей, достигающей к концу процесса 20-25 млн./мл. Основная масса дрожжей сосредоточивается на дне акратофора, образуя осадок, в котором лишь небольшая часть дрожжевых клеток, имеющих свободный контакт со средой, сбраживает сахар. При непрерывной шампанизации процесс вторичного брожения осуществляется при практически постоянной их концентрации. Достаточно равномерное диспергирование дрожжей с пылевидной структурой осадка в потоке шампанизируемого вина обеспечивает благоприятные условия для усиления физиологических функций дрожжевой клетки. Это обстоятельство позволяет проводить процесс непрерывной шампанизации при значительно меньшей концентрации дрожжей. Таким образом, коэффициент использования бродильной способности дрожжей в этом случае возрастает примерно в 10 раз.
Ранее отмечалось, что основными причинами слабого воспроизводства дрожжей в опытной установке могут быть либо недостаток в среде кислорода, либо высокая концентрация углекислого газа. Анализ экспериментальных работ и литературных данных позволил прийти к выводу, что основной причиной этого как в бродильных аппаратах, так и в дрожжанках любой вместимости, включенных в бродильную линию и находящихся под давлением, несмотря на барботирование их содержимого воздухом, является высокая концентрация CO2. Очевидно, что кратковременная аэрация среды, проводимая при сохранении в ней давления CO2 около 0,5 МПа, не могла обеспечить энергичного размножения дрожжей. В связи с этим при непрерывной шампанизации, осуществляемой в условиях постоянного давления углекислого газа на уровне 0,5 МПа, разработку рационального способа непрерывного воспроизводства дрожжей было решено направить по пути аппаратурного расчленения процессов размножения дрожжей и шампанизации на две самостоятельные, независимые одна от другой стадии, каждая из которых должна проводиться в соответствующих оптимальных условиях. Поэтому для приготовления дрожжевой разводки, а также непрерывного и равномерного дозирования ее в бродильную линию был применен специальный дрожжевой аппарат полунепрерывного действия.
Установка для культивирования дрожжей (рис. 8) состояла из трех аппаратов полезным объемом по 30 дал, с рубашечными пространствами для регулирования температуры среды. Блок резервуаров имел общий привод лопастных мешалок для непрерывного перемешивания дрожжей в целях ускорения их размножения и равномерного диспергирования. Аппараты были оборудованы градуированными виномерными стеклами, манометрами и барботажными трубками для непрерывной аэрации среды. Каждая дрожжанка соединялась с атмосферой через счетчик расхода воздуха. Сверху дрожжевые аппараты могли присоединяться стационарными трубопроводами к газовой системе установки, снизу - к стационарному дрожжепроводу, по которому готовая дрожжевая разводка из любого аппарата с помощью шестеренчатого насоса дозировалась в трубопровод с бродильной смесью перед входом ее в первый бродильный аппарат.
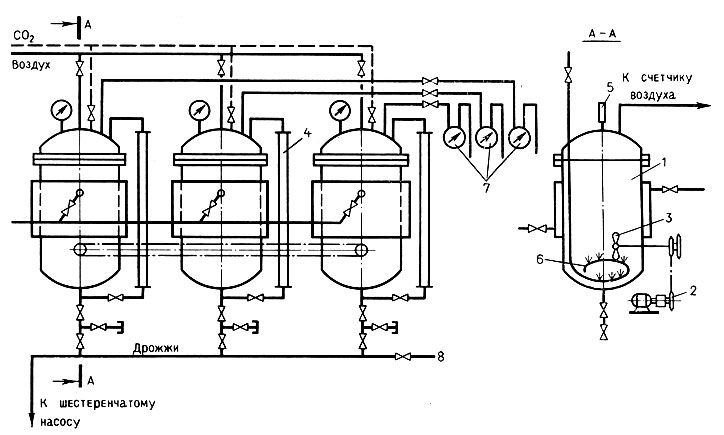
Рис. 8. Установка для культивирования дрожжей: 1 - дрожжевой аппарат; 2 - привод мешалок; 3 - мешалка; 4 - виномерное стекло; 5 - манометр; 6 - барботер; 7 - счетчики расхода воздуха; 8 - дрожжепровод
В пусковой период во всех аппаратах дрожжевой установки размножали дрожжи чистой культуры обычным способом с таким расчетом, чтобы к моменту пуска потока хотя бы в одном из них накопилось не менее 30 млн. дрожжевых клеток на 1 мл. Для интенсификации размножения среду во всех дрожжанках непрерывно перемешивали и аэрировали фильтрованным воздухом. Одновременно с пуском потока вина к установке подключали первую дрожжанку после предварительного создания в ней с помощью углекислого газа давления, равного давлению в системе. Затем включали шестеренчатый насос, который обеспечивал непрерывную и равномерную подачу дрожжевой разводки. В момент подключения к установке очередной дрожжанки аэрацию среды в ней прекращали, но продолжали непрерывное перемешивание для обеспечения равномерного распределения дрожжей в дозируемой разводке.
Расход дрожжевой разводки составлял 20 дал/сут, или 0,8-0,85 дал/ч.
Через сутки, когда расходовалось 2/3 содержимого дрожжанки, ее отключали и к установке подключали следующую дрожжанку. В отключенной дрожжанке снижали давление до барометрического, дополняли ее новой порцией питательной среды и возобновляли непрерывное барботирование воздухом и перемешивание. Таким образом, очередную дрожжанку включали в установку на 24 ч через каждые двое суток.
Опыт работы Московского завода шампанских вин показал, что в целях дальнейшего улучшения технико-экономических показателей способа непрерывной шампанизации целесообразно соединять одинарные установки в систему, состоящую из нескольких бродильных линий, имеющих общие группы напорных, приемных, дрожжевых и других аппаратов. В этом случае вместимость каждого дрожжевого аппарата рассчитывали в зависимости от энергии размножения дрожжей в принятых условиях, от требуемой дозировки разводки в бродильную линию и от числа бродильных линий, обслуживаемых одним блоком дрожжевой установки.
Применительно к условиям эксплуатации спаренной установки при общем расходе дрожжевой разводки 40 дал/сут каждый дрожжевой аппарат подключали к установке только на 12 ч через 2,5 сут, в течение которых происходило воспроизводство дрожжей.
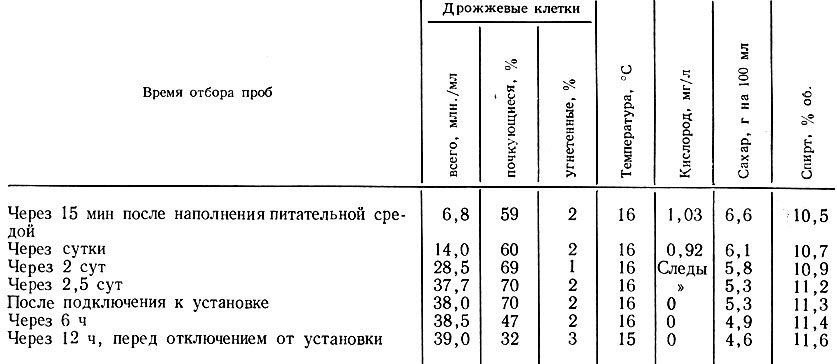
Исследования показали, что наиболее энергичное размножение дрожжей происходит при температуре 14-16°С, непрерывном барботировании среды воздухом с расходом его 0,8-1,2 м3/ч при атмосферном давлении и непрерывном перемешивании. Соблюдение указанных условий обеспечивало накопление 30-40 млн. дрожжевых клеток в 1 мл.
Как видно из данных табл. 10, через 15 мин после отключения от установки одного из дрожжевых аппаратов и дополнения его питательной средой в разводке содержалось дрожжевых клеток только 6,8 млн./мл. Через сутки концентрация их увеличилась до 14 млн./мл, через 2 сут - до 28,5млн./мл, а через 2,5 сут (непосредственно перед подключением аппарата к установке) в дрожжевой разводке содержалось 37,7 млн. клеток на 1 мл. Общий расход сахара для получения биомассы дрожжей от 6,8 до 39,0 млн. клеток на 1 мл составил 2 г на 100 мл, в том числе в период аэрации в течение 2,5 сут - 1,3 г на 100 мл.
При необходимости для повышения энергии размножения дрожжей в питательную среду вводили аммиак из расчета 50-60 мг/л.
Результаты исследований процесса шампанизации вина в непрерывном потоке после внедрения в эксплуатацию указанной дрожжевой установки показаны на рис. 9, 10, 11.
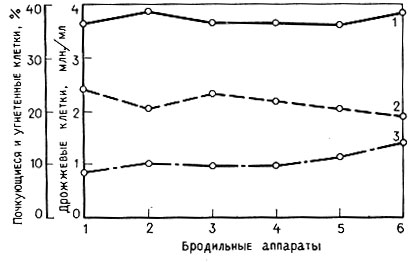
Рис. 9. Распределение дрожжевых клеток и их физиологическое состояние в бродильных аппаратах линии шампанизации: 1 - содержание клеток; 2 - почкующиеся клетки; 3 - угнетенные клетки
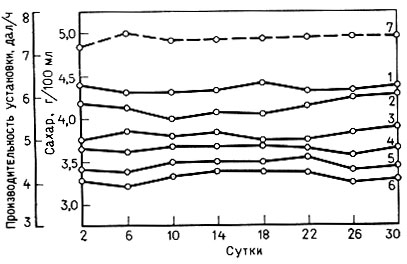
Рис. 10. Содержание сахара в шампанизируемом вине на выходе из бродильных аппаратов (1, 2, 3, 4, 5, 6) и производительность установки (7)
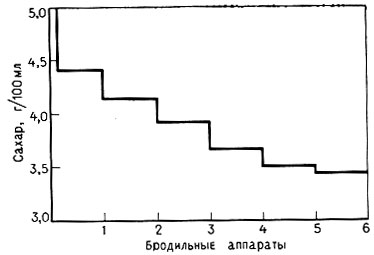
Рис. 11. Изменение содержания сахара в шампанизируемом вине по бродильным аппаратам
Эти данные свидетельствуют о том, что при непрерывной шампанизации увеличения общего количества дрожжевых клеток от первого бродильного аппарата к последнему не происходит и концентрация их в шампанизируемом вине на выходе из каждого аппарата практически постоянна. Число почкующихся и угнетенных клеток изменяется незначительно.
Следует отметить, что данные о количестве почкующихся клеток не отражают фактического процесса размножения дрожжей в бродильных аппаратах, а лишь показывают, какая часть клеток, поступающих из дрожжевого аппарата в первый бродильный аппарат, находилась в стадии почкования. Попадая в среду, полностью лишенную кислорода, под давлением 0,5 МПа, они как бы фиксируются, и лишь небольшая часть их за время прохождения через бродильные аппараты отделяет наиболее развитые дочерние клетки.
Следовательно, нарастания биомассы дрожжей в среде в процессе вторичного брожения не происходит, и достаточно равномерное выбраживание сахара обеспечивается первоначальной концентрацией дрожжевых клеток, дозируемых непрерывно в первый бродильный аппарат.
В отличие от условий шампанизации периодическим способом при непрерывной шампанизации дрожжи подвергаются длительному и постоянному по своему характеру воздействию целого ряда факторов (постоянный состав шампанизируемой среды с относительно высокой концентрацией спирта в каждом бродильном аппарате, постоянное высокое давление углекислого газа и др.). Поэтому между сахаристостью вина в отдельных бродильных аппаратах устанавливалось определенное соотношение - большее количество сахара выбраживало в первом аппарате, а в остальных происходило практически равномерное и достаточно интенсивное брожение, замедляющееся лишь в последних аппаратах. Так, при исходном содержании сахара в бродильной смеси 5 г на 100 мл в каждом бродильном аппарате соответственно сброжено 0,64; 0,20; 0,29; 0,16; 0,20; 0,13 г на 100 мл. В связи с этим дальнейшие исследования были направлены на изыскание способов ускорения вторичного брожения в этих аппаратах.
Как было установлено, обеспечение заданной кинетики брожения и сохранение стабильной сахаристости вина на выходе из каждого бродильного аппарата при постоянной производительности установки определяются главным образом концентрацией и физиологическим состоянием дрожжей и температурой среды.
При непрерывной шампанизации, проводимой при давлении, несколько превышающем давление, которое равновесно максимально возможному содержанию углекислого газа в вине, выделение CO2 из среды в виде пузырьков и удаление их с поверхности дрожжевой клетки в отличие от периодической шампанизации практически исключено.
Таким образом, в результате непрерывного изменения физико-химического состава шампанизируемого вина, связанного, в частности, с нарастанием концентрации CO2, спирта и других продуктов жизнедеятельности дрожжей, а также соответствующего уменьшения содержания сахара наблюдается постепенное ослабление бродильной функции дрожжей, особенно в последних аппаратах.
Для повышения бродильной энергии дрожжей в двух последних аппаратах была предпринята попытка повышения температуры вина в них до 14-15°С. Однако несмотря на это в последнем аппарате выбраживало сахара лишь 0,13-0,16 г на 100 мл при норме 0,25- 0,30 г на 100 мл. Вместе с тем повышение температуры вина на последней стадии процесса шампанизации нежелательно с точки зрения формирования игристых и пенистых свойств шампанского. Следовательно, необходимо было найти иной, более приемлемый способ повышения энергии брожения.
В 1958 г. в два последних аппарата одной из бродильных батарей были введены наполнители из полиэтиленовых трубок. Наполнители высотой слоя 600 и 1100 мм закрепили у нижнего днища соответственно предпоследнего и последнего аппаратов (рис. 12).
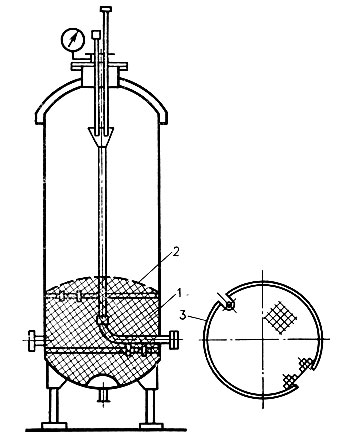
Рис. 12. Схема расположения и крепления наполнителей в бродильном аппарате: 1 - зона наполнителей; 2 - сетка; 3 - кольцо для крепления сетки
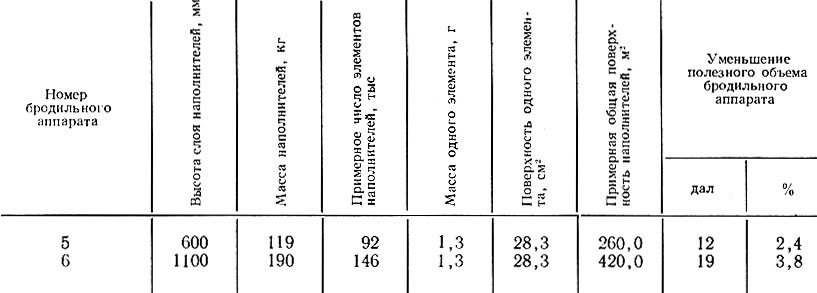
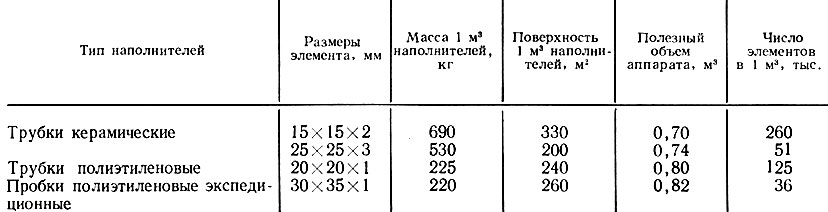
Основные данные о наполнителях приведены в табл. 11.
Изучение влияния наполнителей на кинетику брожения показало, что в аппаратах с наполнителями сбраживание сахара в значительной степени ускорилось (рис. 13, 14).
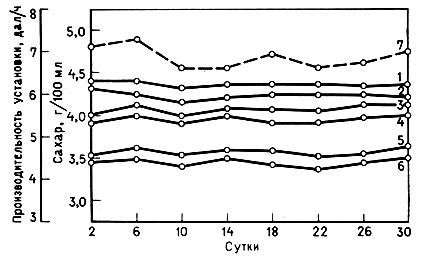
Рис. 13. Содержание сахара в шампанизируемом вине на выходе из бродильных аппаратов (1, 2, 3, 4, 5, 6) после введения наполнителей в пятый и шестой аппараты и производительность установки (7)
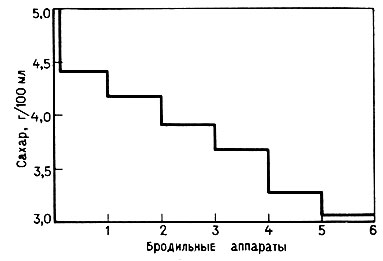
Рис. 14. Изменение содержания сахара в шампанизируемом вине после введения наполнителей в пятый и шестой бродильные аппараты
Масса сброженного сахара при этом в пятом аппарате увеличилась с 0,24 до 0,61, а в шестом - с 0,13 до 0,25 г на 100 мл.
Таким образом, применение наполнителей позволило интенсифицировать бродильный процесс в последних аппаратах при относительно пониженных температурах.
Накопление биомассы дрожжей на наполнителях, создавая определенный резерв роста производительности процесса, обеспечивает также обогащение шампанизируемого вина продуктами их автолиза, что обусловливает улучшение ароматических, вкусовых и специфических свойств готового продукта. При этом из последнего бродильного аппарата шампанизированное вино выходит практически осветленным с незначительным содержанием дрожжевых клеток.
Длительный опыт эксплуатации бродильных аппаратов с наполнителями показал, что опасение закупорки их дрожжевой массой, накапливаемой в зоне наполнителей, не подтвердилось.
Для более эффективного использования дрожжей изучена возможность введения наполнителей во все бродильные аппараты. При этом было установлено, что распределение наполнителей по аппаратам в возрастающем количестве (рис. 15) наиболее рационально.
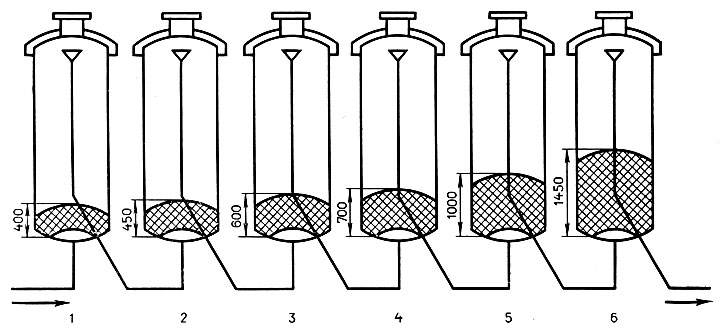
Рис. 15. Схема распределения наполнителей в бродильных аппаратах 1, 2, 3, 4, 5, 6. бродильные аппараты
На рис. 16 показана зависимость количества дрожжевых клеток, находящихся во взвешенном состоянии, от величины поверхности наполнителей.
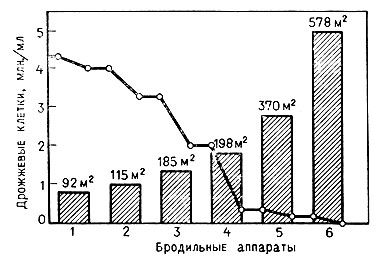
Рис. 16. Зависимость содержания дрожжевых клеток в шампанизируемом вине от поверхности наполнителей в бродильных аппаратах
Применение наполнителей во всех бродильных аппаратах обусловливает постоянное накопление дрожжей на их поверхности. Количество дрожжевых клеток в шампанизируемом вине над зоной наполнителей постепенно снижается, а в последнем аппарате они практически не обнаруживаются.
Последовательная задержка дрожжей на наполнителях обусловила ведение процесса шампанизации при пониженной температуре (4-6°С) без снижения производительности установки и позволила получать практически осветленное шампанизированное вино [51].
Однако более поздние исследования, направленные на интенсификацию технологического процесса и повышение качества продукции, показали, что применение наполнителей наиболее эффективно при ускоренном биологическом обескислороживании купажа перед шампанизацией и обогащении шампанизированного вина биологически активными веществами на завершающей стадии вторичного брожения.
В бродильных аппаратах без наполнителей концентрация дрожжей в вине составляет 3-6 млн. клеток на 1 мл. В последних аппаратах в результате задержки их на наполнителях концентрация клеток в шампанизируемом вине (над наполнителями) уменьшается в 8-10 раз. Следовательно, скорость сбраживания сахара в вине, прошедшем слой наполнителей, значительно снижается. В зоне над наполнителями последнего аппарата шампанизируемое вино содержит, как правило, лишь 0,2-0,4 млн. дрожжевых клеток на 1 мл. В этих условиях процесс брожения практически прекращается.
Таким образом, наличие наполнителей в бродильных аппаратах, обеспечивая определенный технологический эффект, вместе с тем приводит к форсированию процесса в зоне наполнителей и фактическому сокращению продолжительности регламентированного срока вторичного брожения с 17 до 15-16 сут. В случае применения наполнителей во всех аппаратах продолжительность указанного процесса снижается ориентировочно до 13-14 сут.
Тем не менее при использовании бродильной смеси с сахаристостью 5-3 г на 100 мл, т. е. до перевода установок непрерывной шампанизации на выработку шампанского марки брют, наличие наполнителей, по крайней мере в последних аппаратах, как отмечалось, было необходимым.
Позднее в связи с представившейся возможностью использования бродильной смеси, содержащей сахара только 2,0-2,2 г на 100 мл, удалось обеспечить практически постоянную концентрацию дрожжей в шампанизируемом вине и нормализовать кинетику брожения путем удаления наполнителей из бродильных аппаратов.
При этом наполнители стали применять для загрузки специального резервуара, устанавливаемого после последнего бродильного аппарата и выполняющего функции биогенератора.
Современная схема шампанизации вина в непрерывном потоке предусматривает применение наполнителей также в аппаратах на других стадиях технологического процесса, в частности при ускоренном биологическом обескислороживании купажа и обработке шампанизированного вина холодом.
Основная цель применения наполнителей при обескислороживании и шампанизации состоит в интенсификации процессов, достигаемой значительным увеличением поверхности контакта фаз и обработки продукта в тонком слое в условиях сверхвысокой концентрации дрожжей и непрерывно обновляемой среды. Эта концентрация определяется в основном величиной сил адгезии дрожжевых клеток к поверхности наполнителей.
С увеличением возраста культуры происходит уменьшение сил адгезии и числа клеток, адсорбированных на их поверхности. Указанное явление, очевидно, объясняет установленное практикой отсутствие закупорки дрожжевыми клетками зон наполнителей при их длительной эксплуатации.
Применяемые в производстве шампанского наполнители должны удовлетворять следующим основным требованиям: быть изготовленными из материалов, обладающих повышенной стойкостью к среде; не сообщать вину посторонних запахов, привкусов, а также не изменять его окраску и прозрачность; не взаимодействовать с вином и не разрушаться под воздействием моющих и дезинфицирующих средств.
В качестве таких материалов используют фарфор, керамику, полиэтилен высокого давления и другие, допущенные учреждениями здравоохранения для применения в винодельческой промышленности. Для более эффективного осуществления процесса в зоне наполнителей необходимо, чтобы единица объема их имела возможно большую поверхность.
Наиболее распространенный вид наполнителей - полиэтиленовые трубки, получаемые из экспедиционных или тиражных пробок, используемых в шампанском производстве. Допускается также применение в качестве наполнителей экспедиционных пробок без удаления головок после предварительного создания центрального сквозного отверстия.
Наполнителями выбранного типа беспорядочно заполняют объем аппарата. Наполнители из керамики и фарфора имеют повышенную химическую стойкость, однако обладают большой массой и по сравнению с полиэтиленовыми вызывают более заметное сокращение полезного объема аппарата (табл. 12).
Следует тщательно анализировать преимущества и недостатки различных типов наполнителей и в каждом конкретном случае выбирать более эффективные. Однако большое разнообразие наполнителей, применяемых в химической промышленности [49], а также используемых в настоящее время в производстве шампанского, не может в полной мере удовлетворять специфическим особенностям современной технологии. В связи с этим представляет интерес разработка оптимальной конструкции наполнителей, обеспечивающей дальнейшее повышение эффективности их использования.
Исследования показали, что применение наполнителей наряду с интенсификацией биохимических и физико-химических превращений оказывает существенное влияние на гидродинамику процесса шампанизации вина в потоке.
Для характеристики режима непрерывной шампанизации необходимо было установить коэффициент обмена, характеризующий степень вытеснения шампанизируемого вина из бродильного аппарата за один оборот.
К специфическим особенностям аппаратов непрерывного действия относятся так называемые "задержки" и "проскоки", связанные с несоответствием расчетного и фактического времени пребывания частиц жидкости в этих аппаратах.
При непрерывном потоке время пребывания жидкости в аппарате t определяют по формуле

где V - объем аппарата;
Q - производительность установки.
Однако из-за неравномерности движения жидкости при одних и тех же значениях V и Q для различных частей аппарата величина t будет не одинакова.
Максимальное различие между расчетным и фактическим временем пребывания частиц соответствует аппарату, в котором обеспечивается мгновенное и идеальное смешение поступающих частиц с уже имеющимися в нем. Этим аппаратам дано название аппаратов идеального смешения. После прохождения через такой аппарат объема жидкости, равного объему аппарата, в нем остается 36,8% прежней жидкости, а вытесняется 63,2% этого объема. Наоборот, отсутствие разницы между расчетным и фактическим временем пребывания частиц в сосуде соответствует аппаратам, названным аппаратами идеального вытеснения. Все другие аппараты являются аппаратами промежуточных типов.
В. Л. Яровенко [156], изучая процесс вытеснения водным раствором сахара чистой воды в батарее из 5 сосудов, установил, что при непрерывном притоке жидкости полная замена ее в первом сосуде батареи происходит только после шести-восьми оборотов сосуда. Для последующих сосудов число оборотов, необходимых для замены в них одного объема жидкости, возрастает и для последнего сосуда пятичленной батареи достигает двенадцати. Согласно этим же исследованиям изменение формы сосуда, концентрация раствора сахара и скорость притока не оказывают существенного влияния на ход перемещения жидкости в батарее. Лишь интенсивность перемешивания, определяемая числом Рейнольдса, сильно влияет на коэффициент обмена: чем выше число Рейнольдса, тем больше задерживается старой жидкости в резервуарах. Наибольшее количество задержек характерно для последних резервуаров батареи.
Экспериментальное определение степени обмена жидкости в последнем бродильном аппарате опытной установки шампанизации вина (до введения в этот аппарат наполнителей) производилось по следующей методике. В воду последнего (шестого) бродильного аппарата, отключенного от установки, вносили 10 л химически чистой серной кислоты с относительной плотностью 1,84 и после тщательного перемешивания его подключали к установке, в которой создавали непрерывный поток воды с расходом 8,0 дал/ч, соответствующим максимально возможной производительности установки. Перед пуском потока пять остальных бродильных, а также напорный аппараты были заполнены водой. Когда вся вода из напорного аппарата, объем которого соответствовал объему каждого бродильного аппарата, пройдя через всю бродильную батарею, поступила в один из приемных резервуаров, последний бродильный резервуар совершил один оборот. Степень обмена жидкости в этом аппарате определяли по отношению начального содержания кислоты (5%) к конечному (1,8%), следовательно коэффициент обмена К равен

Таким образом, при одном обороте последнего бродильного аппарата из него вытесняется только 64% содержимого, а прежней жидкости остается 36%. Это означает, что столько же новой жидкости (из предыдущего аппарата) проскакивает в приемный аппарат.
Дальнейшие исследования были посвящены установлению оптимальной производительности опытной установки и определению некоторых параметров процесса: характера движения шампанизируемого вина, давления углекислого газа в газовой системе и др.
Для обеспечения постоянства заданной производительности был применен индикатор расхода жидкости - ротаметр РС-5, установленный после последнего бродильного аппарата, затем была осуществлена автоматизация контроля и регулирования производительности установки с помощью электрического дистанционного ротаметра, мембранного исполнительного механизма и электронного дифференциально-трансформаторного прибора. Проведенные усовершенствования аппаратуры установки обеспечили постоянство заданного расхода бродильной смеси, что позволило приступить к решению проблемы установления оптимальной производительности процесса.
При этом в качестве главной задачи выдвигалось требование получения шампанского наиболее высокого качества. Учитывалось, что кинетика вторичного брожения при непрерывной шампанизации должна определяться не предельной бродильной энергией дрожжей, а условиями формирования качественных показателей вина: накоплением в нем автолизатов, связанных форм углекислоты и других продуктов жизнедеятельности дрожжей, способствующих улучшению вкуса, букета, игристых, пенистых и других ценных свойств шампанского.
При шампанизации вина периодическим резервуарным способом оборачиваемость акратофора составляет не менее 26 сут со следующим распределением по операциям: забраживание 2-4 сут, главное брожение, включая и затухание процесса, 20-22 сут, охлаждение и отстаивание 3 сут и розлив 1 сут.
Началом брожения считается момент отрыва стрелки манометра от первоначального положения. Из регламентированного для вторичного брожения сахара - 2,2 г на 100мл - в процессе шампанизации должно быть сброжено не менее 1,8 г на 100 мл. Главное брожение проводят при температуре не выше 15°С. Снижают температуру при достижении давления 0,08 МПа. Суточный прирост давления после этого не должен превышать 0,03 МПа.
Таким образом, средняя скорость сбраживания сахара по отдельным операциям составляет: в процессе забраживания и достижения давления 0,08 МПа 0,18 г на 100 мл в сутки, главного брожения - 0,07 г на 100 мл в сутки. При этом в первые дни главного брожения с учетом максимально допустимого суточного прироста давления в 0,03 МПа среднесуточное количество сброженного сахара составляет 0,12 г на 100 мл. В последующие дни при затухании процесса вторичного брожения количество сбраживаемого сахара сокращается, к концу этого периода остаются лишь следы его. Это свидетельствует о крайне неравномерном сбраживании сахара при шампанизации вина периодическим резервуарным способом.
Поскольку при непрерывной шампанизации размножение дрожжей стали осуществлять раздельно от основного процесса, то в отличие от периодической шампанизации представилось возможным исключить стадию забраживания, а введение наполнителей позволило исключить также и стадию затухания вторичного брожения.
При определении оптимальной продолжительности шампанизации вина в потоке особое внимание уделялось кинетике брожения и качеству получаемого продукта.
Исследования проводили в широком диапазоне сбраживания сахара - 0,08-0,12 г на 100 мл в сутки. Среднесуточное сбраживание сахара 0,12 г на 100 мл соответствовало принятому при периодической шампанизации. В этом случае значительно увеличилась производительность процесса, так как длительность вторичного брожения составляла 15 сут, однако качество получаемого продукта практически не отличалось от качества шампанского периодического способа.
Снижение скорости сбраживания сахара с 0,12 на 100 мл до 0,08 г на 100 мл в сутки обусловило увеличение продолжительности процесса шампанизации с 15 до 23 сут. Несмотря на некоторое повышение качества продукта, производительность установки непрерывной шампанизации была не выше, чем при периодическом использовании резервуаров, входящих в установку.
Длительные производственные испытания показали, что наиболее приемлемая скорость сбраживания сахара, обеспечивающая одновременное повышение качества продукта и производительности установки шампанизации вина в потоке, - 0,1-0,11 г на 100 мл в сутки, что соответствует средней продолжительности процесса 17 сут. При этом расход бродильной смеси и дрожжевой разводки для опытной установки составил 7,3 дал/ч.
Представляло интерес изучение некоторых вопросов гидродинамики процесса, поскольку шампанизируемое в установке вино непрерывно перемещается в аппаратах и соединяющих их трубопроводах, диаметр которых (38 или 50 мм) в 37-28 раз меньше диаметра бродильных аппаратов. Необходимо было установить характер потока вина и определить, снижается ли давление в шампанизируемом вине при движении его по трубопроводам. Расчеты показали, что при производительности установки, даже несколько превышающей оптимальную - 7,5 дал/ч средняя линейная скорость движения жидкости в трубопроводах диаметром 50 мм составила 1,06 см/с, что в 675 раз больше линейной скорости движения ее в бродильных аппаратах (0,00157 см/с). Однако перепад давления при этом, определенный по уравнению Бернулли, в связи с небольшой абсолютной величиной этих скоростей составляет лишь одну десятимиллионную долю МПа и практически не может вызвать процесса дешампанизации. В этих условиях перемещение вина в стационарных трубопроводах характеризуется числом Рейнольдса, равным всего лишь 265, следовательно, движение вина в них имеет ламинарный режим. При этом силы вязкости преобладают над силами инерционными и не вызывают турбулизации.
Таким образом, расчеты показали, что при вторичном брожении вина в непрерывном потоке при производительности установки 7,5 дал/ч в условиях налаженного процесса явления дешампанизации не происходит, что подтверждается практическими данными, поскольку в верхних частях бродильных аппаратов не образуется газовых камер, которые в противном случае создавались бы за счет выделяющегося из вина углекислого газа. Вместе с тем изучение процесса непрерывной шампанизации показало, что выделение углекислого газа из вина в бродильных аппаратах и в первую очередь в последнем, в котором вино находится в состоянии наибольшего насыщения углекислотой, может вызывать изменения давления в газовой системе установки. Поэтому требовалось определить уровень оптимального избыточного давления в газовой системе и обеспечить его постоянство.
Развиваемое при вторичном брожении давление pt рассчитывают по формуле
где Q - объем углекислого газа, растворенного в вине;
βt - коэффициент поглотительной способности вина к углекислому газу при температуре t.
Так, при содержании в шампанизированном вине по выходе из последнего бродильного аппарата сахара 3 г на 100 мл, спирта 12% об. и температуре 13°С (при условии сбраживания сахара 1,8 г на 100 мл) давление в системе составляло 0,48 МПа. Следовательно, давление углекислого газа в надвинном пространстве установки во избежание дешампанизации необходимо было поддерживать на постоянном уровне 0,5 МПа, т. е. превышающем расчетное на 0,02 МПа.
Таким образом, одним из обязательных условий нормального проведения процесса непрерывной шампанизации является поддержание в установке постоянного давления углекислого газа на уровне, несколько превышающем равновесное давление углекислоты в последнем бродильном аппарате. В опытной установке это требование первоначально не обеспечивалось, так как снижение давления в системе, происходящее иногда в связи с потерями углекислого газа через неплотности, а также абсорбцией его поверхностью вина, компенсировалось путем периодического введения в газовую коммуникацию углекислого газа из баллона. Неизбежное при этом даже незначительное снижение давления в установке против оптимального приводило к выделению углекислого газа из вина в последнем аппарате бродильной батареи и, следовательно, к дешампанизации, вызывающей ухудшение игристых и пенистых свойств продукта. Кроме того, выделение углекислоты способствовало увеличению выноса дрожжей из этих аппаратов и вызывало самопроизвольную остановку потока в связи с образованием в сливных трубопроводах газовых пробок.
Для устранения этого недостатка в дальнейшем была разработана и осуществлена автоматизация контроля и регулирования давления углекислого газа в установке.
Вследствие постоянства давления через поверхность вина в напорном резервуаре, а также в бродильных и приемных аппаратах происходит абсорбция углекислого газа. Процесс этот является крайне нежелательным, поскольку приводит к искусственному насыщению шампанизированного вина углекислым газом и, следовательно, к ухудшению игристых свойств, а также к обогащению его кислородом, которого, как показали исследования, содержится в сжиженном баллоном углекислом газе до 2%. Поэтому представляло определенный интерес изучение вопросов, связанных с абсорбцией и десорбцией углекислого газа вином.
По данным исследований [7, 77], в производстве шампанских вин существуют процессы, при которых углекислый газ поглощается непосредственно через поверхность вина, причем вино находится или в состоянии покоя, или медленно перемещается в ламинарном потоке без нарушения поверхности и общей площади контакта фаз.
Применительно к опытной установке абсорбция углекислого газа вином могла происходить на следующих стадиях технологического процесса;
при непрерывной шампанизации в бродильных аппаратах - через неподвижную поверхность в условиях постоянного давления газа над вином и его постоянной концентрации в вине;
при расходе бродильной смеси из напорного резервуара и заполнении шампанизированным вином приемного аппарата - через неподвижную поверхность в условиях постоянного давления газа в надвинном пространстве и все возрастающей по мере абсорбции его концентрации в вине.
В указанных случаях уровень поверхности вина можно считать практически неподвижным, ибо скорость снижения (повышения) уровня вина в напорном резервуаре или приемном аппарате незначительна (как показали расчеты, она составляла в горизонтально установленном резервуаре 0,0006 см/с, в вертикальном - 0,00185 см/с);
при выдержке шампанизированного вина в приемных аппаратах до розлива в условиях, когда давление углекислого газа над вином снижается по мере абсорбции, а концентрация его в вине возрастает.
Количество углекислого газа, поглощаемого в бродильных аппаратах за все время брожения, определяли по формуле, вытекающей из общего уравнения абсорбции (см. главу II)
Дополнительное давление шампанского за счет поглощения углекислого газа через поверхность вина в бродильных аппаратах определяется по формуле
Расчеты показали, что дополнительное давление в этом случае равно 0,0207 МПа, несмотря на то что некоторые величины взяты с увеличением против действительной нормы. Так, градиент давления принят без учета возрастания концентрации CO2 в вине в процессе поглощения, а коэффициент а - с расчетом возможного перемешивания поверхности вина в бродильных резервуарах, что привело к некоторому завышению количества поглощаемого газа. Следовательно, углекислый газ, поглощенный через поверхность вина в бродильных аппаратах, составляет всего 4,0% от общего содержания растворенного в шампанском углекислого газа и не может иметь практического значения. Тем не менее, в целях полного исключения возможности поглощения углекислого газа через поверхность вина в бродильных аппаратах были даны рекомендации об удалении из установки поплавковых регуляторов, которые поддерживали уровень вина в горловине каждого аппарата. Это позволило ликвидировать газовые камеры в горловинах всех бродильных аппаратов и устранить поглощение вином углекислого газа. Последующий опыт эксплуатации установки без поплавковых бачков-регуляторов уровня подтвердил целесообразность удаления их из установки. Образования газовых камер в горловинах аппаратов, в том числе и последнего, не происходило.
Количество углекислого газа, поглощаемого вином в напорном резервуаре или приемном аппарате, определяемое по формуле Q=qpжV (см. главу II), показало, что дополнительное давление за счет поглощения вином углекислого газа в напорном резервуаре, установленном горизонтально, достигает 0,188 МПа. Для уменьшения поверхности абсорбции положение напорного резервуара было изменено на вертикальное, при котором количество поглощаемого углекислого газа уменьшилось почти в 3 раза и дополнительное давление за счет абсорбированного углекислого газа стало составлять 0,07 МПа, что соответствует 14,5% общего содержания углекислого газа. Что же касается приемного аппарата, то дополнительное давление за счет этого углекислого газа составляет 0,016 МПа - 3,2% общего содержания CO2 в шампанском.
Таким образом, после отмеченных усовершенствований опытной установки доля дополнительного давления за счет абсорбированного CO2 из газовой системы была снижена до 0,08 - 0,09 МПа, что соответствует примерно 18% общего количества растворенного в шампанском углекислого газа.
Поскольку при непрерывной шампанизации в газовой системе необходимо поддерживать, как было установлено, постоянное давление CO2 на уровне 0,5 МПа, заполнение очередного приемного аппарата охлажденным до минус 5°С шампанизированным вином производили при аналогичном давлении. После отключения приемного аппарата от установки, как показали длительные испытания, давление в газовой камере этого аппарата снижается незначительно и к концу отстаивания (примерно через сутки) составляет не менее 0,4 МПа, что диктует необходимость в процессе розлива шампанского поддерживать в указанном аппарате давление углекислого газа на уровне 0,43-0,45 МПа.
С целью возможного уменьшения количества углекислого газа, сорбируемого вином в приемном аппарате при его заполнении, отстаивании и розливе, а также улучшения условий фильтрации и расфасовки необходимо было установить минимальное давление CO2 при указанных операциях без ухудшения качества готовой продукции. Очевидно, что давление в газовой камере приемного аппарата при его заполнении, отстаивании и розливе шампанизированного вина с температурой минус 5°С может быть снижено до уровня, при котором не произойдет сдвига фазового равновесия CO2газ CO2раствор в левую сторону.
CO2раствор в левую сторону.
Так, при охлаждении полусладкого шампанского давление, равновесное концентрации углекислого газа в вине, рассчитанное по формуле
снизится с 0,5 до 0,274 МПа. Однако фактическая концентрация CO2 в шампанском в момент окончания заполнения приемного аппарата, как отмечалось, будет больше в связи с поглощением газа в процессе заполнения. Следовательно, давление увеличится дополнительно на 0,016 МПа и составит 0.29 МПа. Это означает, что заполнение приемного аппарата вином, а также отстаивание и розлив можно проводить при давлении 0,31 - 0,35 МПа. При этом первоначальная концентрация углекислого газа в вине не изменится, так как он не будет выделяться из вина. Однако практически осуществить указанные рекомендации представилось возможным позднее, лишь после изменения способа подачи бродильной смеси на шампанизацию.
Один из недостатков опытной установки заключался в том, что она не обеспечивала выпуска шампанского различных марок, и в течение первых лет ее эксплуатации вырабатывали лишь полусухое шампанское.
Были проведены исследования с целью изучения возможности дозирования шампанизированного вина экспедиционным ликером из специально смонтированного над приемными аппаратами резервуара для ликера. Этот резервуар после предварительного вытеснения из него углекислым газом воздуха заполняли экспедиционным ликером и после создания в нем давления, равного давлению в системе, подключали к газовой и винной комуникациям установки. Из резервуара ликер самотеком непрерывно поступал в трубопровод с шампанизированным вином на участке между последним бродильным аппаратом и теплообменником.
Расход ликера регулировали вручную с помощью вентиля, установленного на ликерном трубопроводе, а контролировали по градуированному виномерному стеклу ликерного резервуара.
Первоначально предполагали, что при условии обеспечения постоянства расхода ликера в процессе заполнения приемного аппарата он равномерно распределится по всей массе вина при прохождении его через теплообменник. Однако опыты показали, что имеется разница в концентрации сахара в пробах шампанского, отобранных снизу и сверху приемных аппаратов, достигающая 0,2 г на 100 мл.
Для равномерного распределения ликера представляло интерес испытание перемешивающего устройства, смонтированного непосредственно на трубопроводе после узла дозирования.
Чтобы разработать конструкцию перемешивающего устройства и определить частоту вращения его, обеспечивающую необходимое распределение ликера в вине без турбулизации, нужно было определить кинематический коэффициент вязкости шампанского. Проводились специальные исследования по определению кинематического коэффициента вязкости для сладкого и полусладкого шампанского с помощью вискозиметра Оствальда [38]. Кинематический коэффициент вязкости, как известно, выражается через динамический коэффициент вязкости μ и плотность ρ:

Динамический коэффициент вязкости определялся по формуле

где C - постоянная вискозиметра;
t - время протекания определенного объема вина через капиллярную трубку вискозиметра при постоянном напоре.
Объемную массу шампанского определяли обычным способом, как отношение массы вина определенного объема к его объему. Результаты проведенных опытов позволили установить, что в пределах указанных температур объемная масса шампанского практически остается неизменной и мало отличается от объемной массы воды. Однако кинематический коэффициент вязкости шампанского при той же температуре примерно в два раза больше коэффициента вязкости воды (рис. 17).
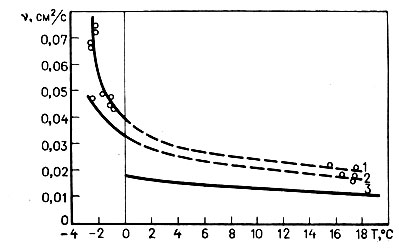
Рис. 17. Изменение кинематического коэффициента вязкости шампанского в зависимости от температуры (1, 2 - шампанское соответственно полусладкое и сладкое; 3 - вода)
Таким образом, для установления режима движения шампанского по 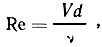 обусловленному величиной кинематического коэффициента ν, принимать в расчетах этот коэффициент, равным установленному для воды нельзя.
обусловленному величиной кинематического коэффициента ν, принимать в расчетах этот коэффициент, равным установленному для воды нельзя.
Позднее была разработана конструкция перемешивающего устройства в виде заключенного в цилиндрический корпус усеченного конуса (рис. 18). Устройство было вмонтировано в трубопровод между вводом ликера и теплообменником.
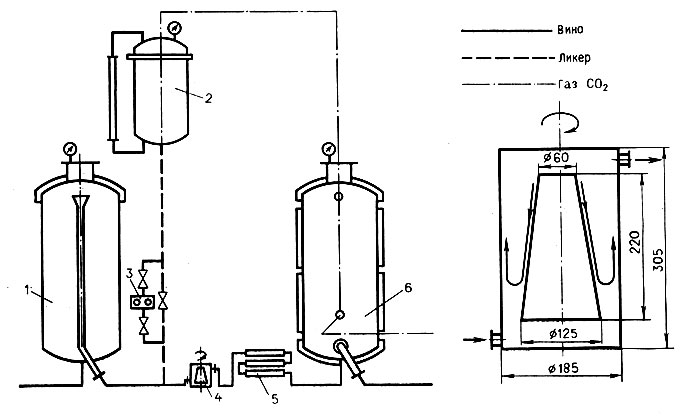
Рис. 18. Узел дозирования экспедиционного ликера с перемешивающим устройством: 1 - бродильный аппарат; 2 - ликерный резервуар; 3 - шестеренчатый насос; 4 - перемешивающее устройство; 5 - теплообменник; 6 - приемный аппарат
Как показали расчеты, при температуре вина 10°С и дозировании ликера для получения сладкого шампанского турбулизация наступает лишь после критической частоты вращения мешалки. Фактически оказалось, что для равномерного размешивания ликера было достаточным, чтобы перемешивающее устройство имело частоту вращения примерно в два раза меньше критической. Однако для возможности получения на одной установке шампанского любых марок только одного равномерного перемешивания ликера было недостаточно. Необходимо было обеспечить также строгое постоянство расхода шампанизированного вина и экспедиционного ликера. Выполнение этого требования при ручном регулировании указанных расходов встречало определенные трудности.
Затем был испытан способ дозирования ликера с помощью шестеренчатого насоса, который оказался более надежным.
В такой насос, установленный на ликерном трубопроводе, экспедиционный ликер поступал самотеком. Опыт эксплуатации шестеренчатых насосов показал, что они, обеспечивая непрерывную и равномерную подачу ликера, позволили на опытной установке получать шампанское всех марок. Поэтому с 1958 г. сбраживание шампанизируемого вина непрерывным способом стали производить до марки сухое. Шампанское же полусухое, полусладкое, сладкое получали дозированием шампанизированного вина соответствующим количеством экспедиционного ликера.
При дозировании ликера для получения полусухого шампанского надобность в перемешивании отпала, но в случае изготовления полусладкого и особенно сладкого шампанского в связи с большими количествами вводимого ликера необходимость в перемешивающем устройстве сохранилась.
Длительная эксплуатация шестеренчатых насосов показала, что при их изнашивании нарушается точность дозирования. Позднее для этих целей были испытаны плунжерные дозирующие насосы серии НД. Применение таких насосов повысило точность дозирования ликера и исключило необходимость подключения очередного ликерного резервуара к газовой системе установки. Однако использование указанных насосов также не устранило практики перемешивания шампанского при получении сладких марок. Поэтому были проведены исследования различных конструкций перемешивающих устройств, установленных непосредственно в приемных аппаратах.
При подборе оптимального режима работы и наиболее приемлемой конструкции был использован опыт дозирования ликера и его перемешивания при изготовлении шампанского в резервуарах периодического действия некоторыми зарубежными фирмами.
Перемешивающие устройства в приемных аппаратах оказались более эффективными, чем устройства, которые смонтированы на винной коммуникации.
Таким образом, недостаток опытной установки непрерывной шампанизации, связанный с невозможностью получения шампанского различных марок, был устранен. Тем не менее были продолжены поиски путей более рационального способа получения шампанского различных марок, исключающего применение дозирующих и перемешивающих устройств. В результате длительного экспериментирования установлено, что в качестве одного из наиболее простых и надежных способов дозирования можно рекомендовать введение экспедиционного ликера в газовую камеру приемного аппарата. Заполняют его шампанизированным вином с таким расчетом, чтобы объем оставшейся газовой камеры был бы достаточным для введения экспедиционного ликера с целью получения шампанского соответствующей марки. Ликер вводят через специальное распылительное устройство, установленное в газовой камере приемного аппарата. Дозирование производят при давлении, превышающем на 0,08 - 0,1 МПа давление приемного аппарата.
Продолжительность введения всего расчетного кодичества ликера в приемный аппарат вместимостью 500 дал для получения шампанского различных марок - от самого сухого до сладкого - соответственно составляет 30-60 мин.
При наличии трудностей, связанных с необходимостью оставления в приемном аппарате определенного объема газовой камеры, получение шампанского различных марок производят следующим образом. После заполнения шампанизированным вином примерно 2/3 приемного аппарата без остановки потока в газовую камеру его через распылительное устройство вводят при указанных режимах расчетное количество экспедиционного ликера. По окончании заполнения приемного аппарата шампанизированным, вином его выдерживают не менее 2 ч и разливают в бутылки.
Применение этих вариантов инъекционного способа введения экспедиционного ликера, как показал длительный производственный опыт, обеспечивает получение кондиционного по содержанию сахара шампанского любых марок без специальных дозирующих и перемешивающих устройств.
Опыт производства шампанского различных марок путем дозирования его экспедиционным ликером показал значительное увеличение производительности установки и повышение органолептических свойств получаемого продукта.
После шампанизации в потоке и дозирования ликера вино подвергали охлаждению и отстаиванию при минусовой температуре. В отличие от периодического способа при непрерывной шампанизации создаются более благоприятные условия обработки шампанского холодом. По выходе из бродильного аппарата оно быстро охлаждается от температуры брожения до минус 5°С в потоке (примерно за полчаса) и находится под воздействием этой температуры в течение времени, необходимого для заполнения приемного аппарата и последующего отстаивания в нем.
Первоначально по аналогии с шампанизацией в акратофорах продолжительность отстаивания вина при температуре охлаждения была принята равной 2 сут. В связи с быстрым охлаждением вина в потоке можно было ожидать существенного повышения стойкости его к помутнению. Была проведена проверка содержания в шампанском, выдержанном при температуре охлаждения в течение 24 и 48 ч, выпавших в осадок термолабильных веществ. При этом существенной разницы не было обнаружено. Содержание винной кислоты в шампанском, выдержанном при температуре охлаждения, соответственно составляло 1,65 и 1,63 г/л. Это позволило сократить продолжительность отстаивания вина в приемном аппарате до 24 ч. Как показал многолетний опыт непрерывной шампанизации, такое сокращение сроков отстаивания шампанского на холоде не приводило к кристаллическому помутнению готовой продукции.
Таким образом, широкие производственные испытания опытной установки шампанизации вина в непрерывном потоке, проведенные на Московском заводе шампанских вин в 1954-1958 гг., показали прогрессивность нового способа и технико-экономическую целесообразность его широкого внедрения в промышленность. Вместе с тем было проведено дальнейшее совершенствование технологии и аппаратуры [12].
Результаты длительных производственных испытаний позволили разработать первую типовую спаренную установку для шампанизации вина в потоке, которая была внедрена на Московском заводе шампанских вин с декабря 1958 г.
Принципиальная особенность спаренной установки по сравнению с опытной состояла в том, что по крайней мере две самостоятельно работающие бродильные линии имели общие напорные, дрожжевые, ликерные и приемные резервуары, соединенные между собой в единую систему стационарными трубопроводами.
Типовая установка (рис. 19) имела загрузочную часть, обеспечивающую непрерывное питание линий шампанизации бродильной смесью, из двух вертикально поставленных напорных резервуаров. Каждый напорный резервуар оборудован манометром, градуированным виномерным стеклом и стационарным трубопроводом для подачи в него очередной порции бродильной смеси. Через крышку горловины верхнего днища напорные резервуары подсоединялись к общей газовой коммуникации установки. Нижние их днища соединяли так, чтобы бродильная смесь из любого напорного резервуара могла одновременно поступать по стационарному винопроводу в первые бродильные аппараты двух бродильных линий. Когда один из напорных резервуаров освобождался (что происходило, примерно, через каждые 38 ч), питание установки автоматически переключалось на второй напорный резервуар. В первом резервуаре углекислотное давление снижали до атмосферного, резервуар заполняли новой порцией бродильной смеси. Объединение двух напорных частей в один общий блок создало благоприятные условия для перезарядки любой из двух действующих бродильных линий и позволило высвободить два резервуара, поскольку при самостоятельно действующих двух установках потребовалось бы четыре напорных резервуара.
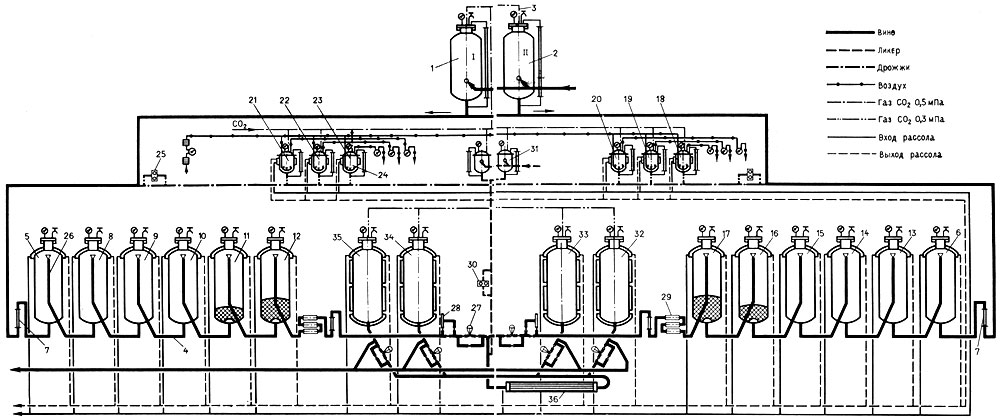
Рис. 19. Типовая установка шампанизации вина в непрерывном потоке: 1, 2 - напорные резервуары; 3 - газовая коммуникация; 4 - винопровод; 5 - 17 - бродильные аппараты; 18-23 - дрожжевые аппараты; 24 - перемешивающие устройства; 25, 30 - шестеренчатые насосы; 26 - сливные трубопроводы; 27 - автоматический вентиль; 28 - электрический ротаметр; 29, 36 - теплообменники-охладители; 31 - ликерные резервуары; 32 - 35 - приемные аппараты
Дрожжевые аппараты спаренной установки состояли из соединенных в два блока шести дрожжанок (полезный объем их по 30 дал) с рубашечными пространствами для регулирования температуры среды. Каждый блок имел общий привод лопастных мешалок. Дрожжанки оборудованы градуированными виномерными стеклами, манометрами и барботажными трубками для непрерывной аэрации среды. Сверху дрожжевые аппараты соединяли трубопроводами с газовой системой установки, снизу - со стационарным трубопроводом, по которому дрожжевая разводка поступала одновременно на два шестеренчатых насоса. В пусковой период во всех дрожжанках принятым способом подготавливали разводки чистой культуры дрожжей с таким расчетом, чтобы к моменту пуска потока шампанизируемого вина в одной из них накопилось бы дрожжевых клеток около 30 млн./мл. Для интенсификации размножения среду во всех дрожжанках непрерывно перемешивали и барботировали очищенным воздухом. Одновременно с пуском потока вина к установке подключали первую дрожжанку, в которой предварительно создавали углекислым газом давление, равное давлению в системе. Затем включали насосы для непрерывной подачи дрожжевой разводки в трубопроводы с бродильной смесью перед входом ее в первые бродильные аппараты. В момент подключения к установке очередной дрожжанки барботирование воздухом прекращали, а непрерывное перемешивание среды для обеспечения равномерного диспергирования дрожжей в дозируемой разводке продолжали. С учетом необходимости дозирования 3,0-5,0 млн. дрожжевых клеток на 1 мл бродильной смеси расход дрожжей устанавливали в 20 дал в течение 12 ч из каждого дрожжевого аппарата или 40 дал в сутки из двух аппаратов, что соответствовало расходу дрожжей 0,8-0,85 дал/ч. Через 12 ч, когда расходовалось 20 дал дрожжевой разводки, т. е. 2/3 содержимого дрожжанки, ее отключали от установки и подключали следующую дрожжанку. В первой дрожжанке давление снижали до атмосферного, дополняли ее новой порцией питательной среды и возобновляли аэрацию при непрерывном перемешивании. Таким образом, очередную дрожжанку подключали к установке через каждые 2,5 сут, в течение которых происходило культивирование дрожжей при температуре 14-16°С, расходе воздуха 0,8-1,2 м3/ч и непрерывном перемешивании.
Каждая линия шампанизации вина в непрерывном потоке состояла из шести бродильных аппаратов (акратофоров) по 475-500 дал. Эти аппараты были последовательно соединены винопроводами так, что вино поступало снизу и выходило сверху через сливные трубы, установленные вдоль вертикальной оси каждого бродильного аппарата. Контакт вина с углекислым газом в бродильных аппаратах отсутствовал, поскольку уровень шампанизируемого вина над горловиной резервуаров в стационарных газопроводах был выше вентилей, при помощи которых из всех бродильных аппаратов последовательно удаляли газовые камеры после пуска потока.
Приемная часть, служащая для дозирования ликером и охлаждения шампанизированного вина, а также отстаивания его перед розливом при температуре охлаждения, состояла из четырех приемных аппаратов, трех теплообменных аппаратов и узла дозирования ликера. Узел дозирования ликера имел два резервуара по 35 дал, оборудованных градуированными виномерными стеклами, манометрами и стационарными трубопроводами для газа и ликера, соединяющими их с установкой. Объединение установок в систему позволило высвободить один приемный аппарат и два ликерных резервуара, так как в случае самостоятельной эксплуатации двух установок потребовалось бы 4 ликерных и 4 приемных аппарата.
Принцип работы ликерных резервуаров заключался в следующем. Пустые резервуары, из которых воздух предварительно вытесняли углекислым газом, заполняли экспедиционным ликером сахаристостью около 70%; затем в газовой камере одного из резервуаров баллонной углекислотой создавали противодавление, равное давлению в системе, и присоединяли резервуар к установке. Ликер самотеком поступал на шестеренчатый насос, который непрерывно подавал его в винопровод с шампанизированным вином. Когда первый резервуар освобождался, к установке подключали второй, а первый заполняли новой порцией экспедиционного ликера.
Контрольно-измерительные и регулирующие приборы, предназначенные для автоматизации контроля и регулирования технологического процесса, были смонтированы на трубопроводах, резервуарах и аппаратах установки, а также на щитах дистанционного управления.
Типовая установка шампанизации вина в непрерывном потоке работала следующим образом. В купаж перед термической обработкой для ассимиляции кислорода вносили ликер (без коньячного спирта) до содержания сахара в вине 0,25 - 0,30 г на 100 мл и 2,0 - 2,5% дрожжевой разводки. Полученную смесь подвергали подбраживанию в закрытых резервуарах в течение 4 - 6 сут при температуре, не превышающей 15°С. В обескислороженный купаж добавляли резервуарный ликер из расчета содержания сахара в смеси 5,0 - 5,2 г на 100 мл для получения шампанского марки сухое. Затем ее нагревали до 40°С, выдерживали при этой температуре 20 - 24 ч, повышали температуру до 50 - 55°С на 2 - 3 ч, охлаждали смесь до 9 - 10°С и с помощью давления углекислого газа переводили через фильтр в напорные резервуары.
Из очередного напорного резервуара, подключенного к установке, бродильная смесь непрерывно поступала на шампанизацию. В стационарные трубопроводы с бродильной смесью с помощью насосов непрерывно дозировали дрожжевую разводку из очередного подключенного к установке дрожжевого аппарата. Бродильная смесь совместно с дрожжами последовательно проходила через все бродильные аппараты и шампанизировалась.
Шампанизацию вина проводили при убывающей температуре: в первых аппаратах при 13 - 14°С, в последних - при 9 - 10°С, с обеспечением практически равномерной степени выбраживания сахара. В двух последних аппаратах каждой бродильной линии шампанизируемое вино проходило через слой наполнителей из полиэтиленовых трубок, на поверхности которых задерживалась часть дрожжей, подвергающихся с течением времени естественному автолизу. В этих аппаратах происходило обогащение шампанизируемого вина продуктами автолиза дрожжей, что способствовало улучшению качества готовой продукции. Кроме того, повышенная концентрация дрожжей в последних аппаратах интенсифицировала вторичное брожение при относительно пониженных температурах.
Контроль и регулирование производительности каждой бродильной линии осуществляли с помощью автоматических вентилей, и электрических ротаметров, установленных на выходе шампанизированного вина из теплообменников, непосредственно связанных с последними бродильными аппаратами.
Шампанизированное вино по выходе из каждой линии предварительно охлаждали до температуры 0 - +2°С, объединяли в один поток и дозировали экспедиционным ликером. После предварительного охлаждения и дозирования ликером шампанизированное вино подвергали быстрому охлаждению до минус 5°С в противоточном теплообменнике и направляли в очередной приемный аппарат, в котором его выдерживали при температуре охлаждения в течение суток.
Применение ступенчатого охлаждения было обусловлено необходимостью предупреждения возможной дешампанизации вина при прохождении его через систему контрольно-регулирующих приборов, в частности электрических ротаметров. В дальнейшем, в связи с изменением способа подачи бродильной смеси на шампанизацию, позволившим исключить из системы электрические ротаметры и автоматические регулирующие клапаны, представилось возможным охлаждать объединенный поток вина от температуры брожения до минус 5°С одноступенчато в одном теплообменнике.
Обработанное холодом и выдержанное при температуре охлаждения в приемном аппарате шампанское фильтровали и направляли на розлив принятым способом.
Как показали длительные производственные испытания, при соблюдении необходимых требований технологии продолжительность работы установки практически не регламентируется.
Дальнейшие исследования были направлены на распространение принципа непрерывности на все подготовительные и заключительные стадии процесса с целью создания автоматизированного предприятия по выработке высококачественного шампанского.
Шампанизация вина в непрерывном потоке явилась принципиально новым способом производства Советского шампанского.
Разработке его предшествовали многолетние научные исследования. В основу способа были положены современные теоретические представления о шампанизации как о своеобразном биохимическом и физико-химическом процессе.
Основные производственные испытания и доработка способа, как отмечалось, проводились на Московском заводе шампанских вин. В 1956 г. способ шампанизации вина в непрерывном потоке был внедрен на этом заводе.
В результате дальнейшего совершенствования технологии и аппаратуры разработана схема типовой спаренной установки с автоматизацией контроля и регулирования технологического процесса и уточнены параметры технологического режима. Такая первая в практике отечественного и зарубежного виноделия спаренная установка непрерывной шампанизации в конце 1958 г. была внедрена на Московском заводе шампанских вин.
Непрерывный способ позволил обеспечить значительное повышение качества готовой продукции по сравнению с шампанизацией вина периодическим способом в резервуарах, резко увеличить производительность основного оборудования, а также полностью автоматизировать контроль и регулирование технологического процесса.
Эти преимущества послужили основанием для перевода всех заводов резервуарной шампанизации на непрерывный способ.
Вторая спаренная установка непрерывной шампанизации была сдана в эксплуатацию на Горьковском заводе шампанских вин в 1959 г.
По указанию Министерства пищевой промышленности СССР Государственный проектный институт "Гипроспирт-вино" и другие проектные организации разработали техническую документацию на реконструкцию действующих заводов шампанских вин периодического резервуарного способа с целью перевода их на непрерывный способ производства, а затем и для строительства новых заводов.
С учетом опыта работы Московского завода шампанских вин способ производства шампанских вин в непрерывном потоке был широко внедрен в промышленность. На эту технологию переведены все действующие заводы шампанских вин резервуарного периодического способа производства, а новые предприятия стали строить только для производства шампанских вин непрерывным способом. В 1960 г. шампанизация вина в непрерывном потоке была внедрена на Фрунзенском заводе шампанских вин, в 1961 г. на Киевском, в 1962 г. на Ленинградском, в 1963 г. на Алма-Атинском, в 1964 г. на Тбилисском, в 1965 г. на Харьковском, в 1966 г. на Одесском и Ростовском, в 1970 г. на Ташкентском и в 1971 г. на Рижском заводах шампанских вин. Таким образом, к 1972 г. практически были закончены работы по реконструкции действующих предприятий на производство шампанских вин в непрерывном потоке.
Необходимо отметить, что в основном внедрение передовой технологии на действующих заводах резервуарного способа производства позволило за десятилетие увеличить выпуск шампанского без строительства новых предприятий с 31,7 млн. бутылок в 1958 г. до 72,8 млн. бутылок в 1968 г., т. е. более чем в 2,3 раза.
В 1966 г. вступил в эксплуатацию Кишиневский завод шампанских вин - первое вновь построенное предприятие по производству шампанского непрерывным способом. В конце 1968 г. введено в эксплуатацию производство Советского шампанского на Новосибирском пивоваренно-винодельческом комбинате, а в 1969 г. и на Свердловском винкомбинате. Организованы цехи шампанских вин непрерывного способа приготовления при Бакинском винодельческом заводе № 1, винодельческом заводе "Шахринау" Таджикской ССР в 1972 г. и Ереванском заводе шампанских вин в 1975 г.
Ведется строительство крупных предприятий по производству шампанского непрерывным способом преимущественно в районах Урала, Сибири и Дальнего Востока. Особый интерес представит новый уникальный по производительности и технологии завод шампанских вин в Москве. На этом заводе будет применена самая современная аппаратурно-технологическая схема производства Советского шампанского непрерывным способом с осуществлением комплексной механизации и автоматизации основных и вспомогательных процессов.
Следовательно, постоянное увеличение объема производства шампанского в нашей стране осуществляется главным образом в результате изготовления его непрерывным способом.
Таким образом, разработанный советскими специалистами способ шампанизации вина в непрерывном потоке стал основным способом производства шампанского в СССР.
Он привлек к себе внимание и многих зарубежных стран. На этот способ Советскому Союзу выдали патенты Аргентина, Греция, Италия, США, Франция, ФРГ, Чили, Швейцария и ряд других стран.
Успешно работают по новой технологии многие заводы шампанских вин за рубежом - в Народной Республике Болгарии, в Чехословацкой Социалистической Республике.
Лицензии на право строительства заводов шампанских вин по советской технологии приобрели фирмы Испании, Турции, Франции.
Столь успешное внедрение в промышленность способа шампанизации вина в непрерывном потоке объясняется глубокой научной обоснованностью технологического процесса и его высокой эффективностью.
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://wine.historic.ru/ 'Виноделие как искусство'