Оборудование бродильного отделения
Бродильное отделение должно находиться под холодильными тарелками и оросительными аппаратами, чтобы сусло стекало в бродильные чаны кратчайшим путем и самотеком. Раньше, когда охлаждение проводилось натуральным льдом, бродильные отделения устраивали в подвале. В настоящее время их, как правило, размещают на тех же этажах здания, где находятся также и лагерные отделения. Тем самым создается целесообразно охлаждаемый блок, в котором размещены все помещения, требующие охлаждения. Наружные стены, потолок, иногда и внутренние стены и пол, если они не соприкасаются с другим охлаждаемым помещением, должны иметь хорошую теплоизоляцию, чтобы предотвратить потери тепла. Для этой цели используют асфальтопробковые пластины или другую подходящую изоляцию, которой облицовывают внутренние стены; после шпаклевки швов изоляцию сначала покрывают толстым слоем цементной штукатурки, а потом гладкой пористой, на которую может быть нанесен слой масляного или другого подходящего покрытия. Однако, как правило, стены покрывают облицовочной плиткой и только потолок белят или красят белилами или другой краской. При правильно сделанной изоляции теплопередача не должна быть больше 0,30-0,35 ккал/(м2•ч°С).
Бродильные Отделения должны быть достаточно просторными, чтобы без затруднений можно было чистить бродильные чаны и снимать дрожжи. Разводка водопровода должна быть осуществлена так, чтобы ополаскивание чанов не требовало шлангов большой длины. Поскольку раньше использовали деревянные чаны, то к ним должен быть обеспечен доступ со всех сторон, чтобы их можно было чистить и снаружи. Бетонные и металлические чаны, применяемые теперь, обмуровывают и тем самым нет необходимости в их чистке. Бродильные чаны обычно устанавливают в два ряда (рис. 65); посредине находится проход, а под чанами пространство для отбора дрожжей. Так, лучше используется площадь и объем, который следует охлаждать, при такой небольшой компоновке. Наиболее пригоден асфальтовый пол. Он гладкий, без швов, у стен и в углах закруглен, чтобы не затекала вода. Его наносят на бетонную основу. Чтобы сточные воды стекали быстрее, к канализационным трапам сделан уклон 2%. Канализационные трапы обычно изготовлены из чугуна с сифонным краном. Их легко чистить, однако они должны быть достаточно большими, чтобы при ополаскивании не захлебывались. Если бродильное отделение не охлаждается циркулирующим воздухом, оно должно иметь хорошую вентиляцию. В больших бродильных отделениях на площадках обслуживания между чанами имеются отверстия с решетками и углекислый газ, который опускается к полу, отсасывается с прохода вентилятором. Свежий воздух подводится через вентиляционные отверстия над чанами.
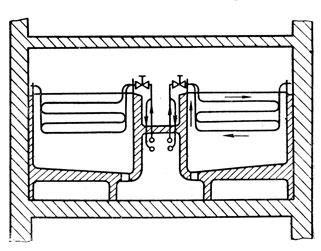
Рис. 65. Бетонный бродильный чан
Все пространство бродильного отделения должно отвечать высоким требованиям санитарии и гигиены. Цвет покрытий и облицовочной плитки светлый, чтобы было видно любое загрязнение. Швы между плитками должны быть хорошо зашпаклеваны. Не должно быть мест, где могут задерживаться грязь или вода. Бродильное отделение, включая лестницы, должно быть хорошо освещено.
Бродильные чаны
Брожение протекает в открытых или закрытых бродильных чанах. Форма, размер, материал и защитные покрытия могут влиять на ход брожения, а также на рост дрожжей и их физиологическое состояние.
Бродильные чаны могут быть изготовлены из любого материала индифферентного в отношении кислотности пива, и который не влияет на ход брожения (алюминий, нержавеющая сталь, пластические массы). Остальные материалы (бетон, железо, сталь) должны предохраняться защитным покрытием или эмалью. В литературе приводится ряд данных о пригодности различных материалов и покрытий.
По Леберле, порядок пригодности следующий: дерево, пивной лак, парафин, алюминий, смола, эмаль, стекло. Также в ПВС в Бранике в свое время испытывали разные материалы и покрытия [14]. Так как при этом использовали небольшие емкости, то полученные результаты нельзя считать пригодными для производственных масштабов, где в больших резервуарах соприкосновение с материалом не проявляется так явно, как в малых сосудах. Известно также, что после каждого нового покрытия или основательной чистки стен от пивного камня несколько замедляется осаждение дрожжей и осветление пива; это состояние изменяется только после многократного заполнения чанов, когда создается слой нового пивного камня.
Деревянные чаны. Раньше использовали исключительно дубовые и в некоторых случаях сосновые чаны в форме усеченного конуса, емкостью от 2 до 50 гл. Эти чаны по форме и материалу имели с технологической точки зрения определенные преимущества. В охлаждаемых бродильных отделениях внутреннее содержимое небольших чанов не надо было охлаждать поплавком; наружное охлаждение сбраживаемого сусла было замедленным и вполне отвечало естественному процессу брожения. На суженной поверхности конусного чана образовывался густой слой, который защищал пиво от инфекций и несколько замедлял выделение углекислого газа.
На относительно большой поверхности стен довольно быстро образовывался пивной камень, который благоприятно действовал на агглютинацию дрожжей.
Правильное течение брожения, образование плотной деки, хорошая агглютинация дрожжей и осветление молодого пива подтверждают, что форма и материал этих чанов были подходящими.
В ЧССР деревянные чаны используют на многих пивоваренных заводах, главным образом на заводе "Праздрой" в Пильзне, где они являются важным звеном используемого до сих пор классического процесса. Однако дубовые чаны требуют большого ухода, их надо ежегодно чистить от пивного камня и наносить новое лаковое покрытие. В обычном производстве чистка их трудоемка и потери пива больше, чем в чанах большей емкости. Небольшие чаны со сферическим дном требуют большего пространства и тем самым значительно повышают расходы на охлаждение его. Кроме того, дубовая древесина хорошего качества становится дефицитным материалом. Поэтому в настоящее время 292 стали изготовлять бетонные или металлические бродильные чаны, которые монтируют в бродильных отделениях стационарно. Эти чаны имеют больший срок службы, а расходы на их содержание ниже.
Бетонные чаны. Не только в ЧССР, но и во всей Европе широко распространены железобетонные чаны, снабженные внутри хорошим защитным покрытием или облицованные специальными изоляционными пластинами.
Преимуществом бетона является то, что форму чана можно приспособить к данному помещению и тем самым лучше использовать площадь. Недостатком является то, что бетонные чаны нельзя переносить, и при реконструкции их трудно удалять. Обычно эти чаны имеют квадратное или прямоугольное дно, чтобы можно было снимать дрожжи без труда. Углы несколько закруглены и дно имеет умеренный уклон к выпускному отверстию. Чаны должны быть хорошо изолированы. Железобетонная конструкция чана должна покоиться на прочной основе, чтобы при осадке не образовались трещины. Для приготовления бетона применяется соответствующий цемент и речной песок с галькой мелкой зернистости. Защитное покрытие нельзя наносить непосредственно на бетон; после затвердения бетона сначала наносят стеклянную или другую пористую шпаклевку, которая одновременно устраняет недостатки в бетоне, и только после ее основательной просушки начинают пропитку.
В ЧССР используют покрытия, составленные на базе горного воска (Gebit); их наносят в горячем виде или обжигают. В качестве первого слоя используют более жидкий материал; только последующие второй или третий слой имеют вид черного блестящего вещества, которое образует хорошо изолированную гладкую и легкоочищаемую поверхность.
За границей часто предпочитают пластины из подобного материала (Ebon), которые с одной стороны имеют слой силиката. После нанесения слоя цементной замазки эти пластины хорошо соединяются с бетоном и образуют с ним единое целое. Швы легко замазываются тем же материалом и поверхность отлично полируется. Утверждают, что при такой Обработке в бетоне не образуются трещины, которые возникают в результате старения и химических превращений. Такие трещины, даже незначительные, могут стать источником инфекции. Если покрытие не портится от влаги, то небольшие недостатки легко исправить после устранения пивного камня обжигом паяльной лампой или нанесением нового покрытия.
В последнее время испытывали покрытия из эпоксидных смол (Upon) или чаны облицовывали пластинами из пластических масс (ПВХ), которые сваривали по швам. Нет сомнения, что и эти новые способы могут после надлежащей проверки найти применение, однако пока чаще используют Gebit, Ebon, Mamuth и т. д.
Металлические чаны. Из металлов для изготовления чанов используется алюминий, сталь и нержавеющая сталь. В Чехословакии применяется достаточно чистый (99,5%) и сравнительно недорогой алюминий, получаемый электролитическим путем.
Для изготовления чанов используются тонкие листы из алюминия (толщиной около 3 мм), которые собственно являются защитным покрытием; только дно изготавливают из более толстых листов (4-5 мм). Чаны имеют, как правило, квадратную горизонтальную проекцию и поскольку они не армированы, их следует обмуровать. На их поверхность наносят асфальтовое покрытие, джутовую оболочку и другие покрытия, чтобы влаге и щелочи из кирпича не было доступа к алюминию. В верхней части алюминий обычно выступает за обмуровку, чтобы не затекала вода.
Алюминий следует предохранять от соприкосновения с другим металлом, чтобы в кислореагирующей жидкости не образовывались гальванические токи. Поэтому холодильники и арматура снабжены прокладками или вкладышами из пластической массы. Алюминий нельзя чистить щелочными средствами; пивной камень лучше всего удалять 15%-ной азотной кислотой. Ртуть тоже портит алюминий, и поэтому в алюминиевых чанах используются только спиртовые термометры. С технологической точки зрения алюминий очень подходящий материал, он не придает пиву никакого привкуса и не влияет на дрожжи. Гладкая внутренняя поверхность чанов из алюминия на воздухе быстро покрывается тонким окисленным слоем, который защищает алюминий и благотворно воздействует на агглютинацию дрожжей. Другим преимуществом алюминия является то, что его легко перерабатывать и тем самым изготовление чанов удешевляется.
Наиболее дешевым материалом для изготовления чанов является обычная сталь. Она легко обрабатывается, достаточно прочна, и ее не надо армировать. Однако сталь не может вступать в непосредственный контакт с пивом, поскольку кислоты, образующиеся при брожении, травят поверхность стали, и дубильные вещества образуют с железом соединения, придающие пиву неприятный вкус, ухудшающие его цвет и портящие вид пены, которая приобретает коричнево-черный оттенок. Поэтому на поверхность стальных чанов наносят разные защитные покрытия. Стальные листы должны быть отличного качества, гладкие, без так называемых наплывов и следов коррозии. Защитные покрытия из воска, подобные Cebitu, приготовленные для железа, наносят на стены, хорошо очищенные от жиров.
Раньше в Чехословакии использовали так называемые Emaility, которые обжигали, однако применение их не оправдало себя. В последнее время для изоляции стали все чаще использовать массы (ПВХ) или синтетические смолы. При их выборе и главным образом при нанесении всегда следует соблюдать осторожность. При малейшем проникновении влаги сталь может 294 корродировать, а ремонт очень затруднителен. Конструкционно сталь очень выгодна, наносить покрытия в чанах можно тут же на месте, в бродильном отделении, их можно не обмуровывать, и поэтому содержимое в них частично охлаждается воздухом бродильного отделения. При реконструкции чаны можно без особых трудностей перенести на другое место. Однако обычно стальные чаны тоже обмуровывают, чтобы не чистить снаружи; поэтому не всегда можно использовать указанные преимущества. Стальные чаны изготавливают из толстых листов. При хорошем исполнении и уходе за покрытиями они имеют продолжительный срок службы.
У эмалированных стальных чанов защитное покрытие замене-но эмалью. На хорошо обработанную песком поверхность набрызгивают сначала основную эмаль, которую обжигают при температуре 900-1200°С в специальных печах. После охлаждения наносят следующие один или два слоя кроющей эмали, которые снова обжигают. Таким образом на поверхности железа образуется стекловидное, абсолютно гладкое и непроницаемое покрытие, стойкое к слабым кислотам и щелочным средствам.
Стены и дно чана должны быть несколько вогнутые внутрь, чтобы они не прогибались и эмаль не трескалась. Чтобы дрожжи лучше прилипали, эмаль должна быть на дне более грубая. Эмаль легко чистить. Это очень выгодный материал. Недостатком ее является то, что при ударах она легко откалывается; поврежденное место можно исправить тонким слоем жидкой эмали, однако часто вокруг нее образуются мелкие трещины, которые являются причиной коррозии.
Размеры чанов ограничены размерами эмалированных печей; в настоящее время заводы изготавливают чаны емкостью до 500 гл. Эмалированные чаны бывают покрыты тонким слоем эмали и снаружи, так что их не следует даже красить.
При изготовлении чанов нержавеющую сталь используют так же, как алюминий, только для защитной облицовки бетонных чанов. Благодаря большой прочности можно использовать тонкие листы толщиной около 2 мм, которые можно сваривать прямо на месте. Швы должны быть хорошо зачищены, и поэтому чан сваривают только из двух или трех частей. Нержавеющую сталь изготовляют разного качества. В пивоваренном производстве пригодна сталь, содержащая около 18% хрома и 8-9% никеля. Нержавеющая сталь может непосредственно соприкасаться с пивом; она стойка, ее можно чистить и дезинфицировать почти всеми известными средствами и в бетонных чанах не нужно изолировать со стороны примыкания к бетону. Однако нержавеющая сталь очень дорога и поэтому применяется только в странах, где этот материал имеется в большом количестве.
Форма и размер чанов. С технологической точки зрения форма чана не влияет на брожение; практически оно протекает одинаково в чанах круглого, квадратного или прямоугольного сечения. У бетонных чанов, чтобы лучше использовать пространство, часто выбирают неправильную форму, которая может стать причиной неравномерного охлаждения в местах, удаленных от холодильников, и в которых дека быстрее опадает. С точки зрения обслуживания предпочитают чаны квадратного или прямоугольного сечения; их легко чистить и съем дрожжей не представляет трудности.
Полезная высота сусла не должна превышать 2 м, так как еще должна остаться высота для завитков (20-30 см). В высоких чанах дрожжи осаждаются медленнее и их съем затруднен.
Чаны можно чистить только с лестниц, которые часто портят дело. Емкость чанов различна. В условиях Чехословакии необходимо, чтобы чан по своему объему был достаточен для одной варки. Это выгодно потому, что легко устанавливать количество сброженного пива и контролировать выход экстракта и потери на холодильных тарелках. На крупных заводах, главным образом за границей используют большие бродильные чаны емкостью 1200-2000 гл. Брожение, однако, и на этих заводах проводится в чанах емкостью 400-500 гл, чтобы содержимое их равномерно охлаждалось и дрожжи лучше осаждались.
Охлаждение бродильного отделения и чанов
При брожении высвобождается тепло и поэтому, если температура сбраживаемого сусла не должна превысить определенного предела, помещение бродильного отделения, а при больших чанах и содержимое их, следует охлаждать искусственно. Раньше рядом с бродильным отделением располагались холодильники и бродильные отделения охлаждались натуральным льдом. Сусло в чанах тоже охлаждалось поплавками со льдом. После внедрения охлаждения с помощью машин этот способ не применяется.
Помещение бродильни можно охлаждать непосредственно системой смонтированных в помещении труб, по которым протекает охлаждающая жидкость. При непрямом охлаждении в специальных камерах охлаждается воздух и потом подается в бродильные отделения.
При прямом охлаждении гладкие или ребристые трубы, по которым циркулирует соляной раствор, охлажденный до -6 или -8°С, бывают расположены в проходах между чанами прямо под потолком. Охлажденный воздух, плотность которого при этом возрастает, опускается ближе к полу; теплый воздух, наоборот, поднимается, и благодаря этому происходит умеренная циркуляция. Имеющиеся в помещении водяные пары осаждаются на трубах охлаждения и конденсированная вода капает в лотки, размещенные по всей длине трубок. Охлаждающая сеть не должна быть покрыта наледью, поэтому периодически проводят размораживание; вода, образующаяся при размораживании, стекает в лотки. Прямое охлаждение экономично и выгодно тем, что холодом, аккумулированным в соляном растворе, бродильное отделение охлаждается и в том случае, если на короткое время прекращается подача рассола. Недостатком этого способа является то, что потолок над холодильной сетью трудно доступен, он бывает влажным и на нем легко образуется плесень; углы помещения и стены в результате меньшей циркуляции воздуха также бывают влажными и на них тоже образуется плесень.
Для поддержания температуры около 5°С во всем помещении бродильного отделения необходимо количество тепла около 4200-5040 кДж/м2 (1000-1200 ккал/м2) в день. При температуре соляного раствора - 6°С на 1 м2 охлаждающей поверхности у гладких труб приходится от 42 до 63 кДж/(м2•ч) [от 10 до 15 ккал/(м2•ч)], у ребристых труб 25,2-33,6 кДж/(м2•ч) [6-8тккал/(м2•ч)]. Ребристая поверхность охлаждающей трубы на 1 м длины в 7 раз больше, чем площадь гладкой трубы, и поэтому сеть из ребристых труб всегда короче.
Непрямое охлаждение было введено для того, чтобы в больших бродильных отделениях путем обмена воздуха ограничить скопление углекислого газа в помещении, которое меньше объема чанов; одновременно с этим ограничивается образование плесени. Кроме того, в современных бродильных отделениях потолки ниже, так что над проходами между чанами не остается места для расположения охлаждающей сети.
При непрямом охлаждении воздух охлаждается в холодильной камере, состоящей из нескольких пучков труб, через которые протекает соляной раствор. Воздух, охлажденный и освобожденный от влаги, которая осаждается в холодильнике, медленно поступает в бродильное отделение. Его циркуляция обеспечивается по-разному; воздух может подаваться снизу и отводиться над чанами или проходить горизонтально над ними. Первого способа избегают, так как воздух, проходя под чанами, может инфицироваться; второй способ можно использовать только в небольших бродильных отделениях. Обычно воздух медленно вводится в помещение над чанами и отсасывается снизу. Преимущество состоит в том, что потолок сухой и над чанами всегда чистый воздух. Скорость течения воздуха должна быть очень небольшой, чтобы не срывалась дека (не должна превышать 0,1-0,2 м/с). При такой скорости течения весь объем воздуха в помещении бродильного отделения обменивается от 6 до 10 раз в 1 ч, что достаточно для устранения образующегося углекислого газа. В больших бродильных отделениях это особенно важно, так как при хорошем использовании места на 1 м2 приходится от 8 до 10 гл бродильного пространства. Известно, что затруднения при дыхании происходят уже при концентрации 4% CO2 в воздухе, а при объеме 8% возникает опасность отравления. Воздух обменивается так, что в циркулирующий воздух добавляется определенная доля свежего воздуха.
При непрямом охлаждении воздушные каналы не должны быть слишком длинными, так как они с трудом очищаются и могут стать причинои инфекции. Поэтому воздухоохладитель, а иногда и фильтрационное устройство для воздуха устанавливаются непосредственно в бродильном отделении или в непосредственной близости от него (рис. 66). Воздух очищается простыми фильтрами с металлическими дисками, наполненными бактерицидным веществом. Он иногда охлаждается также душем из соляного раствора, однако соляной раствор разбавляется влагой осаждаемой из воздуха, и поэтому этот способ не применяется. Для охлаждения небольших бродильных отделений можно использовать также небольшие холодильные агрегаты для прямого испарения холодильного агента. Они работают только на одно отделение, имеют автоматическую регулировку и очень экономичны. Устранение наледи у этих агрегатов простое, в то время как у трубчатых холодильников следует применять горячую воду.
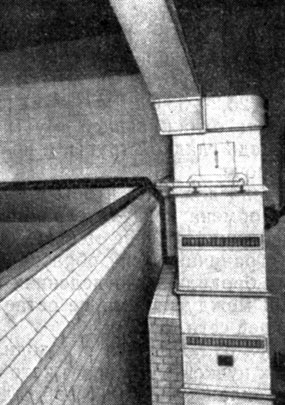
Рис. 66. Устройство для охлаждения воздуха (Циеманн)
Для чана большого объема недостаточно наружного охлаждения. Поскольку при сбраживании 1 кг глюкозы освобождается 747,6 кДж (178 ккал), то на охлаждение чана расходуется 504-630 кДж/гл (120-150 ккал/гл) в день. Раньше сброженное сусло охлаждалось цилиндрическими металлическими емкостями (поплавки), наполненными льдом. В настоящее время применяются исключительно трубчатые змеевиковые холодильники, погруженные в сусло, по которым циркулирует охлажденная вода. Трубчатые змеевиковые холодильники могут быть медными, стальными, алюминиевыми или из нержавеющей стали. Медные и стальные трубы снаружи покрыты тонким лаковым покрытием. В чане они должны быть смонтированы так, чтобы было обеспечено определенное расстояние от стен чана и они не мешали чистке. Поскольку более холодное сусло опускается на дно, змеевики лучше разместить повыше, чтобы охлаждался верхний слой сбраживаемого сусла.
В Чехословакии большей частью используются медные холодильники, отличающиеся хорошей теплопроводностью и долговечностью. Потребление холода колеблется в зависимости от интенсивности брожения от 21 до 29,7 кДж/гл в час (от 5 до 7 ккал/гл в час). Охлаждающая поверхность медных холодильников бывает от 0,015 до 0,020 м2/гл. Охлаждающая среда должна иметь температуру на 3°С ниже, чем охлаждаемое сусло. Поэтому предпочитают охлажденную воду (2-4°С) перед соляным раствором. Скорость протекания охлаждающей воды должна быть около 1 м/с.
Металлические и в последнее время бетонные чаны охлаждают так, что внутренняя часть чана свободна. Для этого в металлических чанах охлаждающие трубки или карманы привариваются к стенкам чана (рис. 67), а в бетонных - трубки монтируют непосредственно в бетонных стенах. Недостатком такого способа является то, что трубы и карманы время от времени забиваются и их трудно чистить.
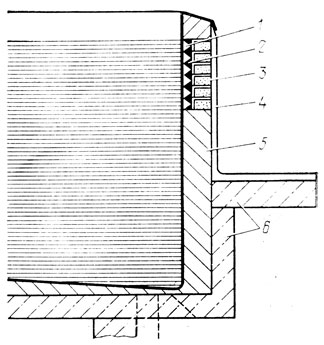
Рис. 67. Охлаждение стенок бродильных чанов: 1 - холодильное устройство; 2 - изоляция; 3 - полые кирпичи; 4 - облицовочная плитка; 5 - цементный раствор; 6 - бетон
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://wine.historic.ru/ 'Виноделие как искусство'