Охлаждение и сбраживание сусла
Пластинчатые охладители
Пластинчатые охладители находят все более широкое применение в пивоварении. В ГДР пластинчатые охладители конструируют и изготовляют на комбинате IMPULS. Мощность их 250 гл/ч охлажденного сусла при площади одной пластины 0,43 м2 и максимальном температурном перепаде от 95 до 4°С (рис. 134).
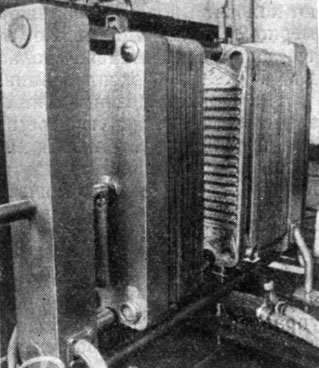
Рис. 134. Пластинчатый охладитель для сусла (Jmpuls, ГДР)
В Чехословакии пластинчатые охладители для сусла мощностью до 250 гл/ч с успехом выпускают на Хотеборжском машиностроительном заводе (объединение предприятий "Хепос") (рис. 135). Конструкция этих охладителей обеспечивает подключение устройств для автоматического регулирования, которые изготовитель поставляет по желанию заказчика.
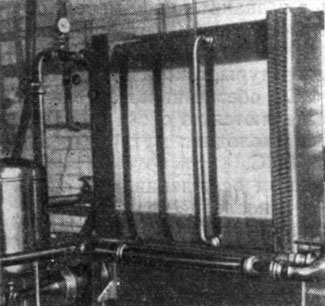
Рис. 135. Пластинчатый охладитель для сусла (Хотеборжские заводы, ЧССР)
Всемирно известным производителем пластинчатых охладителей является фирма "Альфа-Лаваль", которая изготовляет их широким ассортиментом (рис. 136).
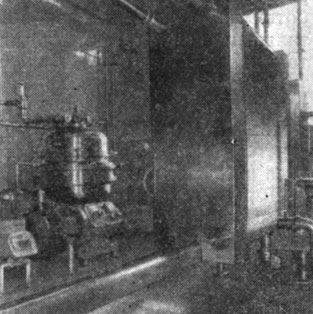
Рис. 136. Пластинчатый охладитель для сусла (фирма Альфа-Лаваль Швеция, P15RB) с самоопоражнивающимся сепаратором BRPX 213 на пивоваренном заводе Залменбрау (Швейцария)
Точно так же, как оросительные пластинчатые охладители имеют секцию предварительного охлаждения, охлаждаемую водопроводной или артезианской водой, и секцию дополнительного охлаждения, в которую подается охлажденная вода (размеры отдельных секций изменяются в зависимости от местных условий). Необходимой и неделимой частью пластинчатых охладителей является центробежный насос, который обеспечивает преодоление гидравлических сопротивлений при подаче сусла. Эти же насосы используются также при мойке и дезинфекции пластинчатых охладителей.
При чистке охладителей следует учитывать указания изготовителей. На пивоваренном заводе "Гамбринус" оправдал себя на практике способ мойки и дезинфекции, заключающийся в том, что после окончания каждого цикла работы охладитель споласкивают холодной водой, наполняют горячим раствором щелочи (примерно 2%-ным) и оставляют на 20-30 мин для циркуляции; потом снова основательно споласкивают водой и охладитель готов для дальнейшей эксплуатации.
При мойке и дезинфекции охладителей целесообразно использовать соединительную перегородку между суслом и охлаждающей средой для устранения наносов со стороны последней. Такое заполнение улучшает теплоотдачу и позволяет увеличить интервал между сроками механической чистки до 6-12 месяцев.
На упомянутом пивоваренном заводе действует надежная автоматическая система охлаждения сусла, поставляемая фирмой "Холейвэл" (США), обеспечивающая точность до 0,1°С. Чувствительный элемент фиксирует температуру сусла и через преобразователь регулирует мембранный пневматический клапан, который управляет охлажденной водой. Изменение температуры охлаждаемого сусла записывается регистрирующим термометром.
Турбулентный чан. Флотация
Способы обработки горячего сусла после перекачки его из варочного отделения сводятся преимущественно к способам обработки в турбулентных чанах и лишь в незначительной мере к остальным способам обработки, которые обеспечивают отделение тонких взвесей.
Охлаждение сусла с 95°С до температуры, с которой его следует подавать на брожение (около 5°С), обеспечивает отделение взвесей. При этом горькие взвеси выделяются из сусла при температуре около 60°С, а тонкие взвеси (холодная муть) выделяются из сусла при температуре ниже 60°С.
Тонкие взвеси удаляются при простом осаждении, при отделении на центрифугах, фильтрации и в последнее время флотацией, проводимой как без нагрева, так и иногда с нагревом. Принцип флотации заключается в том, что в охлаждающееся (иногда горячее) сусло без дрожжей (или иногда уже заброженное) с помощью трубки Вентури вгоняется воздух в количестве 20-30 л на 1 гл сусла, пузырьки которого эмульгируются за счет циркуляции сусла насосом.
Основательно вспененное сусло поступает во флотационные танки, которые заполняются только на 70% объема, а 30% объема представляют собой необходимое "возрастающее" пространство. Тонкие холодные взвеси выделяются в виде компактной пены, при этом эффект удаления взвесей составляет 60% по сравнению с эффектом 45-50% при выделении тонких взвесей обычным осаждением из холодного сусла. Осветленное таким способом сусло через 14-16 ч (обычно через 6-8 ч) перекачивают в бродильные чаны. Количество флотационных танков должно обеспечить прием сусла (75%), полученного с варок за 24 ч.
Окончательный эффект флотации зависит от количества и размера частиц холодной мути (тонких взвесей), от уровня полученной пены и от продолжительности ведения процесса.
Нарцисс и сотрудники, сравнивали флотационный способ отделения тонких взвесей с холодным осаждением и обнаружили 62%-ный эффект при флотации через 8 ч и 40%-ный - при холодном осаждении через 14 ч. В результате небольших различий в аналитических величинах и главным образом благоприятных органолептических оценок поддерживают флотационный способ обработки сусла, учитывая также то, что в этом случае пиво должно быть изготовлено из сильно аэрированного сусла.
Брожение
Интересным решением является предложение задавать дрожжи и начинать сбраживание сусла непосредственно при сливе его [1]. Для этого в суслопроводе за пластинчатым охладителем помещают входное сопло для дрожжей, с помощью которого дрожжи подаются в протекающее охлажденное сусло. Транспортировку и количество дрожжей обеспечивает дозирующий мононасос (рис. 137, 138, а, б). Устройство дополнено автоматической системой регулирования. Дозирующий насос устанавливается так, чтобы обеспечить задачу установленного количества дрожжей на варку (с учетом количества подаваемых дрожжей и времени слива сусла). Для этого при ручном управлении на шкале насоса устанавливают количество задаваемых дрожжей в 1 мин.
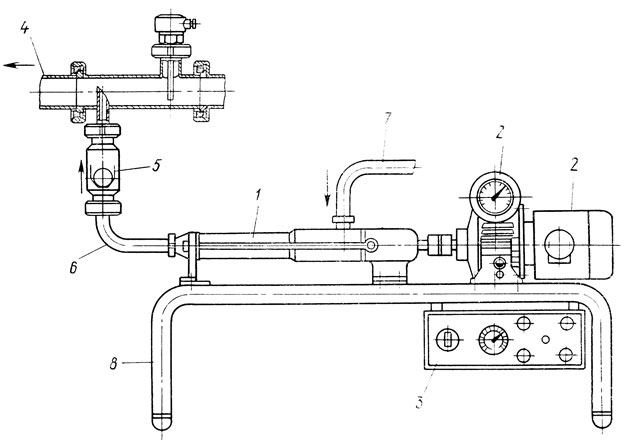
Рис. 137. Дозирующий мононасос для дрожжей (фирма 'Netsch', ФРГ): 1 - дозирующий насос NL; 2 - электромотор с вариатором; 3 - коробка автоматики; 4 - суслопровод; 5 - обратный клапан; 6-нагнетательный трубопровод для дрожжей; 7 - отсасывающий трубопровод для дрожжей; 8 - подставка
Затем устанавливают время слива (в мин) на реле времени и после этого включают автоматическое регулирование.
Дрожжи поступают в трубопровод через специальное сопло, которое вызывает турбулентность сусла и рассеивает тем самым дрожжевые клетки.
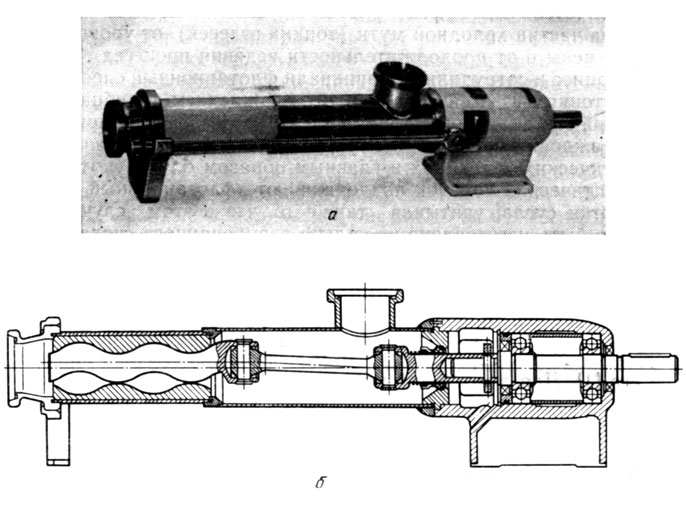
Рис. 138. Дозирующий мононасос NL (фирма 'Netsch', ФРГ): а - общий вид; б - разрез
Непосредственно за входным соплом для дрожжей подключен аэратор сусла. Такой способ задачи дрожжей устраняет необходимость в ручном труде на этой операции, улучшает условия труда и с успехом применяется на пивоваренном заводе "Гамбринус" в Пильзене.
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://wine.historic.ru/ 'Виноделие как искусство'