Изменение содержания углекислоты
В связи с распространением принципа непрерывности на все подготовительные и заключительные стадии производства представилось необходимым проведение дополнительных исследований влияния технологического процесса на содержание углекислого газа в шампанском.
Как отмечалось, наличие углекислоты в шампанском является одним из важнейших факторов, определяющих его игристые и пенистые свойства.
Согласно действующей технологической инструкции в процессе непрерывной шампанизации должно быть сброжено сахара не менее 18 г/л. При этом давление углекислоты будет зависеть от температуры и кондиций шампанизированного вина в последнем бродильном резервуаре установки. Это давление определяется по формуле

где pt - абсолютное давление в системе;
V - объем углекислого газа, растворенного в вине;
β - коэффициент поглотительной способности вина к углекислому газу при температуре t.
Теоретически при сбраживании 18 г сахара образуется 4,45 л, или 8,8 г углекислого газа.
Следовательно, для сухого шампанского, содержащего 3% сахара и 12% об. спирта, при температуре, например, 15, 12 и 10°С искомое избыточное давление составит соответственно 0,518, 0,458 и 0,428, а для шампанского марки брют при тех же условиях 0,494, 0,445 и 0,412 МПа.
Однако фактическая концентрация углекислоты в шампанизированном вине последнего бродильного резервуара превышает теоретически возможную, так как купаж и бродильная смесь до подачи на вторичное брожение уже содержат некоторое количество растворенной углекислоты. Количество такой углекислоты (главным образом баллонной) зависит от способов и режимов подготовки купажа и бродильной смеси и от способов подачи ее на шампанизацию [34]. Поэтому, чтобы исключить дешампанизацию и произвольную остановку потока в результате возможного образования газовой камеры в последнем бродильном резервуаре, в установке непрерывной шампанизации создают давление на 0,02- 0,03 МПа больше, чем давление, равновесное фактической концентрации газа в этом резервуаре.
В свою очередь повышенное давление, при котором охлажденное шампанское подается в очередной термос-резервуар, выдерживается и разливается в бутылки, приводит к дальнейшему поглощению вином баллонной углекислоты.
Как известно, принципиальное различие между игристыми и газированными винами состоит в том, что формирование специфических свойств шампанского проходит в условиях насыщения вина исключительно естественной углекислотой. Поэтому поглощение баллонной углекислоты на любой стадии процесса непрерывной шампанизации является крайне нежелательным. Такое поглощение ведет к дополнительному насыщению шампанского растворенной углекислотой и, следовательно, к снижению игристых свойств, а также к обогащению вина кислородом и другими примесями, содержащимися в баллонной углекислоте и ухудшающим качество продукта.
Для принятия мер, гарантирующих наименьшее попадание в шампанское баллонного углекислого газа, необходимо знать количество поглощаемой углекислоты при шампанизации в непрерывном потоке. Поэтому изучалось содержание общего количества углекислоты в вине на разных стадиях технологического процесса.
Количественное определение углекислоты проводили экспрессметодом [31].. Метод основан на связывании углекислоты раствором NaOH, осаждении карбоната раствором BaCl2 и последовательном титровании карбонатного и бескарбонатного раствора кислотой с фенолфталеином и метилоранжем.
Работа проводилась на Московском заводе шампанских вин.
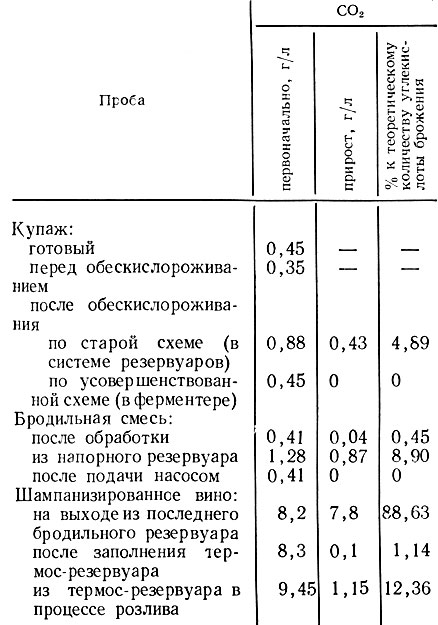
Определение углекислоты в купажах, хранящихся в цехе виноматериалов, показало, что содержание ее равно в среднем 0,45 г/л, что соответствует литературным данным.
В период исследований изучали два способа обескислороживания. При первом способе в купаж кроме дрожжей вводили ликер (сахаристость 0,25- 0,3%) и смесь выдерживали в системе резервуаров. При втором способе в купаж вводили только дрожжевую разводку и обескислороживание осуществляли в одном специальном ферментере с наполнителями.
Содержание углекислоты в купаже при первом способе увеличивается в среднем на 0,43 г/л, при втором способе прироста углекислоты практически не происходит.
При дальнейшей обработке бродильной смеси количество углекислоты изменяется незначительно (небольшие потери в процессе термообработки в выносных теплообменниках и при фильтрации).
Готовую бродильную смесь подавали на шампанизацию плунжерным насосом и с помощью вертикально установленных напорных резервуаров емкостью по 500 дал.
При использовании плунжерного насоса содержание CO2 в бродильной смеси не увеличивается, а применение напорного резервуара приводит к поглощению углекислоты примерно 0,87 г/л.
Массу углекислого газа (кг), поглощаемого в напорном и приемном резервуарах, можно определить по формуле, приведенной на с. 21.
Вычисленные данные близки к результатам, полученным экспериментально.
Применение напорных резервуаров (во избежание резкого увеличения расхода баллонной углекислоты) вызывает необходимость оснащения заводов шампанских вин специальными установками для компремирования и вторичного использования этой углекислоты. Загрузка линий непрерывной шампанизации с помощью напорных резервуаров вносит элемент периодичности, а обслуживание их, связанное с заполнением, переключением, мойкой и контролем, трудоемко и вызывает дополнительный расход рабочей силы. Наконец, напорные резервуары могут служить источником инфицирования бродильных резервуаров.
Отмеченные недостатки устраняются при использовании для подачи бродильной смеси специальных дозирующих насосов. Такие насосы, установленные по одному на каждую бродильную линию, должны обеспечивать строгое постоянство заданного расхода бродильной смеси и давления, мягкую регулировку, исключить возможность попадания в вино посторонних веществ.
Однако применяемые в настоящее время на некоторых заводах дозирующие насосы заимствованы из других отраслей промышленности. Научно-исследовательским, проектным и машиностроительным организациям необходимо разработать и изготовить специальные насосы, отвечающие требованиям производства шампанского. Временное использование напорных резервуаров следует сочетать с мерами, резко уменьшающими скорость поглощения углекислоты.
Параллельно с определением количества углекислоты в шампанизируемом вине на выходе из каждого бродильного резервуара определяли содержание сахара (в тех же пробах). Фактический прирост углекислоты в процессе вторичного брожения составил 7,8 г/л при теоретически возможном 8,8 г/л.
Эта разница между действительным и теоретическим приростом углекислоты при шампанизации объясняется, очевидно, тем, что часть сахара расходуется на образование побочных продуктов брожения, а углекислота принимает участие в различных биохимических процессах. Можно допустить также возможность механических потерь углекислоты.
Чтобы абсолютное значение оптимального давления CO2 в батареях было возможно меньшим, следует процесс шампанизации, особенно в последних бродильных резервуарах, проводить при пониженной температуре (10°С и ниже), а бродильную смесь с целью повышения поглотительной способности к CO2 готовить минимальной сахаристости из расчета сбраживания ее на брют. При этом исходный купаж и бродильная смесь должны содержать как можно меньше абсорбированной углекислоты.
Определение содержания углекислоты в шампанизированном вине при заполнении термос-резервуара, выдержке и розливе свидетельствует о поглощении CO2 вином до 1,15 г/л, т. е. 12,36% от теоретически возможного количества. Столь значительный прирост общего содержания CO2 объясняется тем, что поглотительная способность вина к углекислоте в условиях низкой температуры (минус 3 - минус 5°С) сильно возрастает, в то же время в газовой камере термос-резервуаров поддерживают повышенное давление CO2 (0,4-0,5 МПа).
Для сокращения скорости поглощения углекислоты вином из надвинного пространства термос-резервуаров при розливе шампанского целесообразно поддерживать температуру вина в них не выше минус 5°С и на разливочной машине не выше минус 3°С, термос-резервуары при заполнении отключать от газовой системы установки, давление в них до заполнения снижать до минимально возможного, фильтровать шампанское в потоке перед заполнением термос-резервуаров, а разливать в бутылки без фильтрации.
При охлаждении шампанизированного вина давление CO2 в нем можно рассчитать по формуле
где p+t и p-t - соответственно давление CO2 в шампанском до и после охлаждения;
β+t и β-t - коэффициенты поглотительной способности.
Расчеты показывают, что при заполнении охлажденным шампанским отключенного от установки термос-резервуара, а также при розливе давление можно снизить до 0,25-0,3 МПа. При этом первоначальная концентрация растворенной и связанной углекислоты в вине не изменяется, так как CO2 не выделяется из вина.
Однако снижению давления в термос-резервуарах до указанного предела препятствует необходимость создания высокого градиента давления на фильтре непосредственно перед розливом в бутылки для предотвращения дешампанизации и вспенивания на разливочной машине.
Перепад давления при прохождении жидкости через фильтр определяется по уравнению
где р - потеря давления при фильтрации, МПа:
ω - истинная скорость жидкости в капиллярах фильтрующей пластины, м/с;
ρ - плотность фильтрата, кг/м3;
h -толщина фильтрующего слоя, м;
g-ускорение свободного падения, м/с2;
dэкв - эквивалентный диаметр капилляров, м;
k - коэффициент трения, который определяется из уравнения k = 160/Re (где Re - число Рейнольдса).
Не имея возможности определить истинную скорость жидкости в капиллярах фильтра, можно рассчитать среднюю линейную скорость вина в трубопроводах при розливе из четырех термос-резервуаров через фильтр (2000 дал за 8 ч) и при фильтрации в потоке с расходом примерно 50 дал/ч (для завода производительностью около 5 млн. бутылок шампанского в год).
Согласно уравнению градиент давления на фильтре прямо пропорционален квадрату скорости фильтрации, а отношение квадратов скоростей для данного примера составляет более 40. Следовательно, ориентировочно можно считать, что потеря давления на фильтре при фильтрации шампанского непосредственно перед розливом в бутылки примерно в 40 раз больше, чем при фильтрации в потоке.
Таким образом, осуществление фильтрации охлажденного шампанизированного вина в потоке на изобарическом и изотермическом фильтре и последующий розлив шампанского в бутылки без фильтрации позволят поддерживать в этом термос-резервуаре минимально возможное давление. Тем самым будет обеспечено резкое сокращение поглощения вином баллонной углекислоты в приемной части установки.
Средние данные результатов исследования содержания углекислоты в вине по стадиям технологического процесса приведены в табл. 5.
Таким образом, для максимально возможного уменьшения абсорбции CO2 вином необходимо исключить применение углекислоты для перемешивания и транспортирования шампанских виноматериалов, проводить биологическое обескислороживание без резервуарного ликера в специальном ферментере, осуществлять подачу бродильной смеси на шампанизацию специальными насосами, при этом каждая бродильная линия должна иметь свой насос для возможности раздельного регулирования производительности.
При использовании напорных резервуаров необходимо принимать меры, направленные на значительное уменьшение скорости поглощения углекислоты вином, в частности напорные резервуары (и особенно приемные термос-резервуары) устанавливать только в вертикальном положении при возможно большем отношении их высоты к диаметру, для изоляции поверхности вина от CO2 в напорных (приемных) резервуарах целесообразно применять разные нейтральные жидкости, не смешивающиеся с вином и имеющие более низкий коэффициент поглощения углекислоты, при этом необходимо предусмотреть надежную автоматизацию предельных уровней вина в резервуарах.
Представляет также интерес изучение возможности замены углекислого газа другими газами, обладающими меньшим коэффициентом растворимости.
Для исключения дешампанизации и устранения образования газовых камер в последних бродильных резервуарах давление в системе должно поддерживаться на 0,02-0,03 МПа выше давления, равновесного фактической концентрации CO2 в последнем бродильном резервуаре.
Чтобы абсолютное значение этого давления было возможно меньшим, следует обеспечить условия, при которых купаж и бродильная смесь содержали бы наименьшее количество растворенной углекислоты.
Процесс шампанизации надо проводить при пониженной температуре до содержания остаточного сахара 0,2- 0,3 г/100 мл.
Для сокращения абсорбции углекислоты в приемной части установки необходимо фильтрацию шампанизированного вина осуществлять в потоке, а розлив в бутылки - без фильтрации, избыточное давление в термос-резервуарах при заполнении, выдержке и розливе поддерживать на уровне не более 0,3-0,35 МПа
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://wine.historic.ru/ 'Виноделие как искусство'